商机详情 -
云南欧洲轴找正仪
隐性不对中的典型频谱特征1.静态对中合格但动态异常某石化企业离心泵冷态对中偏差<(达标),但运行时振动速度达8mm/s(超标)。AS500频谱分析显示:1X幅值升高:水平方向1X幅值6mm/s(正常<3mm/s),垂直方向,相位差120°。热膨胀补偿失效:红外热成像显示轴承温度75℃(正常<60℃),结合材料热膨胀系数(钢:11×10⁻⁶/℃),计算得热态偏差达,远超冷态调整量。2.多源信号融合诊断某风电齿轮箱轴系激光测量显示平行偏差(达标),但振动频谱出现以下特征:1X幅值异常:1X幅值5mm/s(正常<2mm/s),伴随2X幅值。相位差矛盾:联轴器两端相位差150°(理论应<90°),与激光测量结果不符。温度场佐证:红外热成像显示齿轮啮合区温度升高15℃,**终定位为齿轮箱箱体变形导致动态不对中。 如何使用AS500激光对中分析仪的频谱分析功能来定位隐性不对中故障?云南欧洲轴找正仪
轴找正仪
技术标准与行业适配性ASHOOTER的**±**与智能化分析功能符合以下国际标准要求:ISO230-2:数控轴定位精度测试标准(如定位精度A=±,重复定位精度R=±)。VDI/DGQ3441:数控机床统计精度评价标准,ASHOOTER的动态补偿算法可满足其对热变形、机械间隙的补偿要求。ASHOOTER激光对中同步仪通过高精度测量、多维度诊断与智能化补偿,将机床多轴联动系统校准从“静态调整”升级为“动态健康管理”。其技术优势不*体现在几何精度的提升,更通过热成像与振动分析实现设备潜在故障的早期预警,为航空航天、汽车制造等**领域的精密加工提供了可靠保障。在实际应用中,ASHOOTER可帮助企业将加工精度提升50%以上,维护成本降低30%-50%,成为机床智能化升级的关键工具。 AS100轴找正仪厂家排名AS500旋转轴校心仪与其他品牌的旋转轴校心仪相比有什么优势?
AS500激光对中分析仪的频谱分析功能可覆盖10Hz至14kHz的宽频范围,其**技术特性与实际应用场景如下:一、频率范围的技术定义与实测参数**分析区间根据AS500的技术规格,其振动分析模块通过ICP磁吸式加速度计(灵敏度100mV/g)实现以下频率分段监测:10~1000Hz:主要测量振动速度(单位:mm/s),覆盖轴系不对中、不平衡等低频机械故障(如旋转频率1X、2X谐波)。例如,某压缩机对中偏差,1X频率(100Hz)的振动速度从2mm/s升至8mm/s。1000~14kHz:聚焦高频加速度(单位:g),用于检测轴承滚动体缺陷、齿轮啮合异常等高频冲击信号。例如,轴承内圈裂纹会在3kHz~5kHz频段产生特征性冲击脉冲。
ASHOOTERAS500主要有激光对中、红外热成像、振动分析、智能操作与数据处理等功能模块,具体如下:激光对中模块:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度可达±。配备线激光发射技术,分辨率为1µm,比较大测量距离10m,激光等级为2(<1mW)。传感器内置数字倾角仪,精度为°,可实时获取设备倾斜角度数据,支持软脚检测与冷态预置偏差量计算,能确保测量结果不受环境干扰。红外热成像模块:集成FLIRLepton160×120像素红外热像仪,热灵敏度<50mK,测温范围为-10℃~400℃,精度为±2%或±2℃。支持铁红、彩虹、黑白三种成像模式,温度单位可在℉和℃之间选择。还搭配了500万像素可见光摄像头,可同步检测设备表面温度分布,实时确定热点区域,与激光对中数据联动验证,帮助发现如轴承过热、电机绕组短路等隐蔽故障。振动分析模块:配备ICP/IEPE加速度计,灵敏度为100mV/g,频率响应范围是,可测量10~1000Hz振动速度(mm/s)以及1000~14kHz加速度(g)等参数。支持时域波形与FFT频谱分析,内置BALISHOOTER®自动诊断软件,能通过分析振动频谱和时域波形,精细识别不平衡、不对中、轴承磨损等机械故障。汉吉龙轴对中修正仪在重型机械维护中的实战表现。

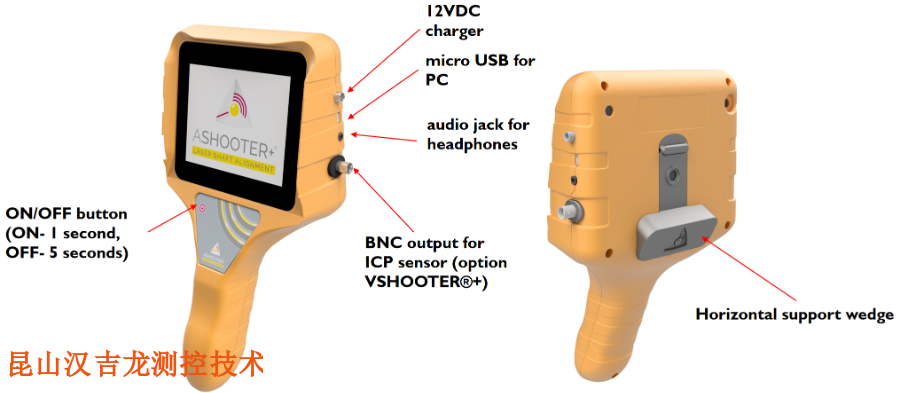
AS500激光对中仪多维检测:集成嵌入式高像素红外热像仪与 500 万像素数字可视化摄像头,不*能检测设备对中情况,还可同步监测设备温度分布与机械结构细节,实现故障隐患的多维度排查。可选配的振动分析模块及振动传感器,进一步拓展设备状态监测能力。便捷操作:实时动态校正模式让操作人员在调整设备过程中,即刻获取反馈,实现 “边调边测”。可编辑轴对中报告功能,支持在 PC 端通过 USB 输出进行数据处理与报告定制。无线传感器设计摆脱线缆束缚,使设备在复杂工况下的安装调试更加灵活高效。昆山汉吉龙轴对中优化仪。西藏HOJOLO轴找正仪
AS500激光对中分析仪的频谱分析功能与其他同类产品相比有什么优势?云南欧洲轴找正仪
ASHOOTERAS500激光轴同心度检测仪的操作流程主要包括操作前准备、设备安装、测量操作、结果分析与调整以及报告记录等步骤,具体如下:操作前准备:仔细阅读产品手册,熟悉设备功能和操作步骤。检查设备外观是否有损坏,确保激光发射器、接收、主机等部件正常。准备好磁性支架、坚固链条、测量单元、显示单元、卷尺等工具。同时,停机并切断动力源,悬挂“禁止合闸”警示牌,用无水乙醇擦拭轴及联轴器法兰,去除油污、锈迹。若设备为热态运行,需输入材料膨胀系数,启用热膨胀补偿算法。设备安装:使用磁性支架将带有M标记的测量单元紧固在可移动机器的一端,带有S标记的测量单元安装在固定机器的一端。将测量单元通过电缆连接到显示单元,确保电缆标识与显示单元接口标识对应。利用测量单元上的水平仪找平,调整两个测量单元上的小水平仪的气泡到中心位置。测量操作:开机后,根据显示屏提示输入机器的尺寸,包括两个测量单元之间的距离、测量单元与地脚螺栓之间的距离等。将轴转动到9点钟方向、3点钟方向、12点钟方向的位置,观察激光光束是否有相对偏移。按照屏幕上的图形化操作指引进行测量,仪器会自动采集数据。结果分析与调整:测量完成后。 云南欧洲轴找正仪