商机详情 -
零点定位系统要多少钱
零点定位系统在轨道交通零部件加工中的重载应用:轨道交通零部件尺寸大、重量重,对零点定位系统的承载能力提出了极高要求。重载型零点定位系统采用大直径定位销和强度高的液压夹紧机构,单个定位单元可承受50吨以上的载荷。在高铁车轮、转向架等关键部件的加工中,该系统能够稳固夹持工件,确保切削加工过程中的精度和稳定性。同时,系统具备自动对功能,即使工件存在一定的偏心,也能通过调整夹紧力实现准确定位。重载应用的零点定位系统有效提升了轨道交通零部件的加工质量和生产效率,为高铁等轨道交通的安全运行提供了可靠保障。农业播种机械制造应用耐腐蚀零点定位系统,适应农药、化肥侵蚀环境。零点定位系统要多少钱

零点定位系统的维护与保养要点:为确保零点定位系统长期稳定运行,正确的维护与保养至关重要。日常使用中,应定期清理定位销、定位块和夹紧机构表面的铁屑、油污等杂质,防止这些杂质影响定位精度和夹紧效果。对于液压或气动夹紧系统,要检查液压油或压缩空气的压力是否正常,管路是否有泄漏现象,及时补充液压油或修复泄漏点。定期对定位销和定位块进行磨损检测,若发现磨损严重,应及时更换,以保证定位精度。同时,按照设备使用说明书的要求,对夹紧机构的关键部件进行润滑,减少摩擦,延长使用寿命。通过科学合理的维护与保养,能够提高零点定位系统的可靠性和稳定性,降低设备故障率。上海附近哪里有零点定位系统出厂价格带能耗监测的零点定位系统,分析数据优化策略,降低运营成本。

零点定位系统的重要组件解析:零点定位系统主要由定位基座、定位销、定位块和夹紧机构等主要组件构成。定位基座作为系统的基础载体,通常采用强度高铸铁或合金钢制造,具有良好的刚性和稳定性,能够承受较大的切削力和夹紧力。定位销和定位块是实现准确定位的关键部件,其制造精度达到微米级别,表面经过特殊处理,以提高耐磨性和抗腐蚀性。夹紧机构则负责将工件或工装牢固固定,常见的有液压夹紧、气动夹紧和机械夹紧等方式。液压夹紧具有夹紧力大、响应速度快的特点;气动夹紧适用于对夹紧力要求不高、需要快速装卸的场合;机械夹紧则以其结构简单、可靠性高受到青睐。这些组件相互配合,共同保障了零点定位系统的高效运行。
零点定位系统的安全防护设计:零点定位系统的安全防护设计至关重要,以保障操作人员和设备的安全。系统设置了多重安全保护装置,如机械限位装置、液压或气动压力保护装置等,防止定位销和夹紧机构因异常情况导致的误动作。在电气控制方面,采用漏电保护、过载保护等措施,确保电气系统的安全运行。此外,系统的操作界面设计符合人体工程学原理,设置了清晰的警示标识和操作提示,防止操作人员误操作。在紧急情况下,系统配备了紧急停止按钮,能够迅速停止系统运行,避免事故发生。安全防护设计为零点定位系统的稳定运行和人员安全提供了可靠保障。轨道交通齿轮箱装配使用重载零点定位系统,保障大型部件准确对接。
零点定位系统的能耗监测与优化策略:为实现绿色制造目标,零点定位系统集成了能耗监测模块,实时采集系统运行过程中的电力、液压或气动能源消耗数据。通过数据分析算法,系统能够识别高能耗环节,并提供优化策略。例如,当检测到液压夹紧系统频繁启停导致能耗增加时,系统可自动调整夹紧时序,采用分段夹紧方式减少不必要的能源浪费。在多工位联动生产中,能耗监测系统还能根据各工位的负载情况,动态分配能源,使整体能耗降低15%-20%。这种能耗优化策略不仅符合企业的节能减排需求,还能降低长期运营成本。高精度零点定位系统,定位精度达 ±0.005mm,满足航空零件严苛加工要求。天津零点定位系统哪家好
智能仓储 AGV 靠零点定位系统,与设备准确对接,加速物流运转。零点定位系统要多少钱
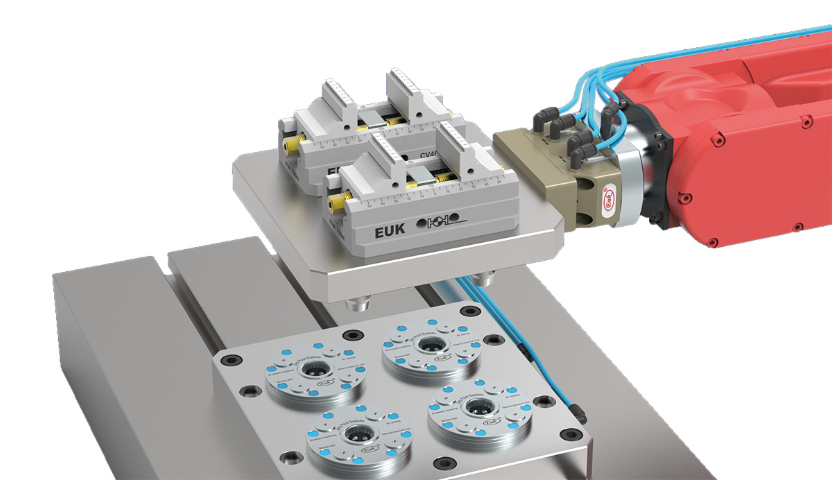
零点定位系统的自动化集成:随着工业自动化的发展,零点定位系统与自动化生产线的集成越来越紧密。系统可与机器人、自动化输送线、数控机床等设备实现无缝对接。机器人能够根据生产指令,通过零点定位系统准确抓取和放置工件,实现工件在不同工序间的自动流转。自动化输送线则利用零点定位系统对工件进行定位,确保工件在输送过程中的位置准确,便于后续设备进行加工。在数控机床加工过程中,零点定位系统与机床的控制系统相连,实现工件的自动装夹和加工参数的自动切换。这种自动化集成不仅提高了生产效率,减少了人工干预,还降低了人为因素导致的误差,提高了产品质量的稳定性,推动制造业向智能化、自动化方向发展。零点定位系统要多少钱