商机详情 -
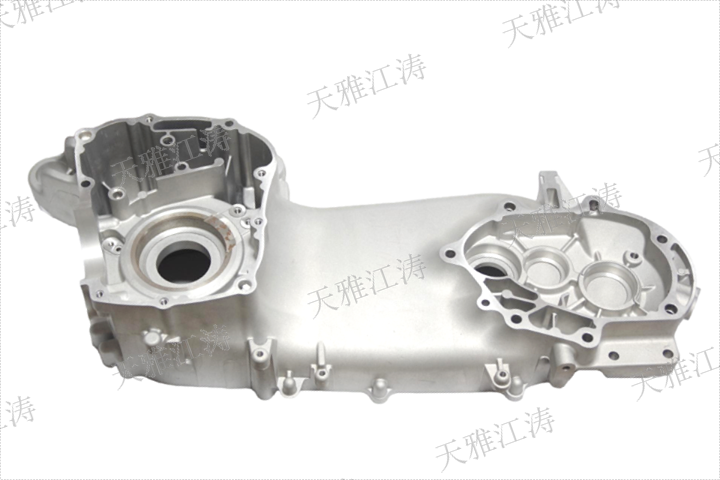
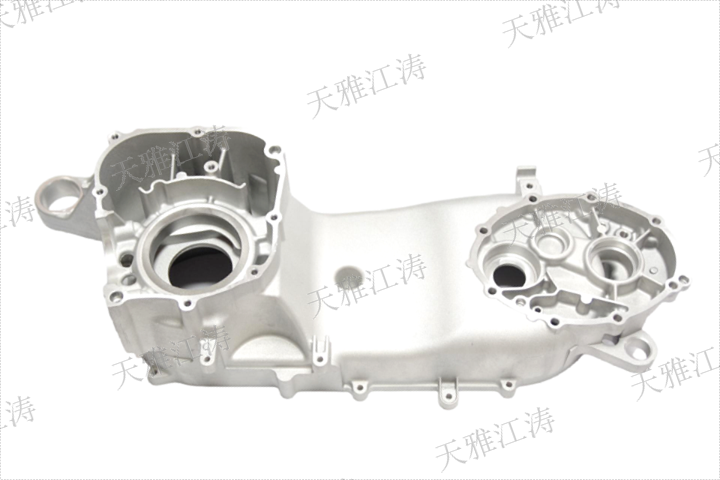
杭州150加长碟刹左箱体
箱体作为摩托车传动系统与发动机的关键承载部件,其设计和制造工艺直接影响着整车的稳定性和可靠性。我们公司通过采用强度高铝合金材质、复杂结构设计和智能压铸工艺,确保箱体在轻量化、散热性能和机械强度方面的突出表现。通过模流分析技术和高精度数控加工,我们较大程度上提升了箱体的致密性和尺寸精度,良品率稳定在99.3%以上。多样化的表面处理和多种规格型号,进一步满足了客户的不同需求。全球市场的普遍覆盖和定制化设计服务的提供,进一步展示了我们在行业中的先进地位。模流分析技术,提升箱体成品率。杭州150加长碟刹左箱体
先进技术助力设计优化:1. CAD/CAM技术应用,天雅江涛利用先进的CAD/CAM技术,对箱体内部结构进行精细优化。这一过程包括:齿轮室与曲轴箱设计:通过计算机辅助设计软件,进行三维建模与分析,确保齿轮室、曲轴箱等部件之间精密配合,从而降低动力损耗,增强动力表现。流线型外观设计:外观造型经过流线型设计,使得产品不*具备功能性,还能适应各种摩托车风格,为整车造型增添美感。2. 模流分析技术,在大型箱体生产中,缩松缺陷是一个常见的问题。天雅江涛采用模流分析技术,通过对浇注系统进行优化,有效解决了这一难题。具体措施包括:优化浇注系统:通过模拟流动过程,调整浇注口位置和形状,以确保熔融金属能够均匀填充模具,从而减少气泡和缩松现象。提高良品率:经过模流分析后的生产过程,良品率稳定在99.3%以上,大幅提高了生产效率和产品质量。杭州150加长碟刹左箱体拥有43台智能压铸机,我们实现箱体较小壁厚1.5mm成型。

设计优化:先进的设计理念和技术对于箱体性能提升同样不可或缺。天雅江涛在设计时借助先进的 CAD/CAM 技术,对齿轮室、曲轴箱等内部结构进行精细优化。通过 CAD 软件进行三维建模,能够直观地展示箱体内部结构,对各个部件的位置、形状和尺寸进行精确设计,确保部件之间精密配合,减少动力传输过程中的能量损耗,从而增强动力表现。例如,优化后的齿轮室结构能够使齿轮啮合更加顺畅,降低噪音和磨损,提高动力传递效率。在外观设计方面,天雅江涛也充分考量摩托车造型。箱体线条流畅,能够适配各种风格的摩托车,无论是追求时尚动感的街车,还是注重越野性能的拉力车,其设计都能与之完美融合,不*保证了功能需求,还提升了整车的美观度。
制造工艺与质量控制:智能压铸工艺,我们依托43台280T-2500T智能压铸机组,实现箱体的高效生产。这些先进的压铸设备能够精确控制压铸过程中的各项参数,确保箱体的较小壁厚达到1.5mm,同时实现±0.08mm的尺寸精度。通过智能压铸工艺,我们不*提高了生产效率,还保证了箱体的高精度和一致性。模流分析技术,在大型箱体的制造过程中,缩松缺陷一直是困扰行业的难题。我们采用模流分析技术,对浇注系统进行优化设计,有效解决了这一问题。模流分析技术能够模拟熔融金属在模具中的流动情况,提前发现潜在的缩松缺陷,并进行优化调整。从设计到制造,全流程覆盖,保障箱体品质。
工程化应用:打造极好性能箱体:1 摩托车变速箱箱体案例,KTM 390 Super Adventure:采用集成式油冷系统设计,油温下降18℃,换挡响应时间缩短0.3s;本田非双CRF1100L:双腔体结构设计,噪音降低3dB(A),通过JASMA 2级NVH认证。2 新能源控制器箱体突破,比亚迪e-Platform 3.0:液冷通道与电气腔体一体化设计,散热效率提升40%,体积缩小25%;特斯拉Powerwall:采用碳纤维增强结构,承压能力达15MPa(较传统壳体提升3倍)。3 全球市场表现,东南亚市场:配套本田CRF系列,累计装机量超300万台,MTBF达50,000公里;欧洲市场:通过ISO 26262功能安全认证,配套博世电动助力系统;北美市场:取得UL94 V-0防火认证,应用于哈雷电动车型。严格的质量控制,确保每个箱体品质突出。杭州150加长碟刹左箱体
精细设计齿轮室与曲轴箱,确保部件精密配合。杭州150加长碟刹左箱体
箱体制造过程中的高精度数控加工:满足高精度特征加工需求。箱体制造的另一大挑战在于高精度特征的加工。天雅江涛配备了台马扎克等高级数控加工中心,这些设备以其突出的加工精度与稳定性,支持箱体轴承孔(H7级公差)、密封面(Ra0.8μm粗糙度)等高精度特征的加工。通过精密的编程与刀具选择,确保了箱体各关键部位的尺寸精度与表面质量,为整车的性能与可靠性提供了坚实的保障。未来,天雅江涛将继续深耕技术创新,为客户创造更大价值。杭州150加长碟刹左箱体