商机详情 -
湖州50右箱体生产厂家
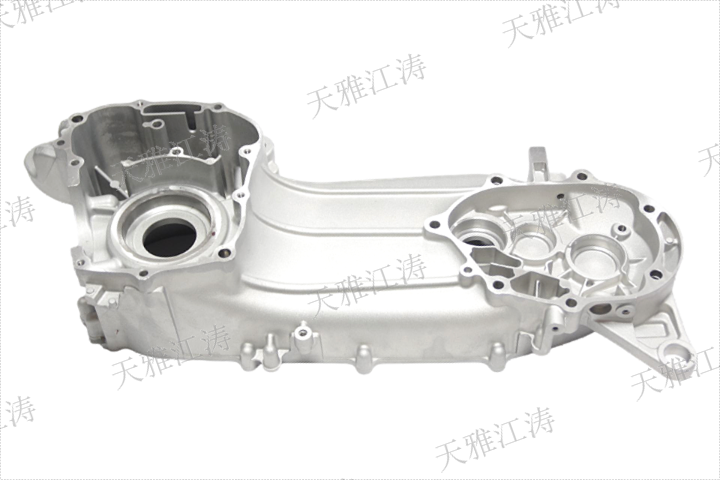
箱体作为摩托车与新能源控制器领域中的一项主要组件,承担着承载、散热、密封等多重功能。通过天雅江涛的先进制造技术及材料选择,我们不*为客户解决了实际的技术难题,还提升了产品性能和市场竞争力。展望未来,天雅江涛将继续秉持创新与专业的原则,推动箱体技术的不断进步,服务更多客户,共同迎接行业发展的新机遇。在现代制造业中,复杂结构箱体类零件因其功能多样性和结构复杂性,在汽车、摩托车、新能源设备等领域发挥着不可替代的作用。箱体作为关键承载部件,关乎摩托车稳定性。湖州50右箱体生产厂家
质量检测与控制:全方面保障:(一)过程检测,质量控制贯穿箱体制造的全过程。在铸造阶段,通过外观检查和金相分析检测铸件质量;在加工过程中,采用三坐标测量机(CMM)和光学扫描仪实时检测加工尺寸。同时,公司还采用统计过程控制(SPC)技术,对生产过程中的数据进行采集和分析,及时发现并调整异常波动。(二)成品检测,成品箱体需要经过严格的质量检测,包括尺寸精度检测、表面粗糙度检测以及密封性测试等。对于新能源控制器箱体等特殊用途的箱体,公司还进行电气性能测试,确保其在实际使用中的安全性和可靠性。舟山箱体源头工厂高良品率99.3%,保障箱体质量稳定。
在摩托车与新能源汽车行业中,箱体类零件作为传动系统、发动机及控制器等关键部件的载体,其设计与制造水平直接决定了整车的性能、稳定性与可靠性。天雅江涛,作为复杂结构箱体类零件全流程解决方案的提供者,凭借其在材料选择、设计优化、智能制造及质量控制等方面的深厚积累,为摩托车变速箱箱体、新能源控制器箱体等复杂结构件的制造树立了新的标志。本文将深入探讨天雅江涛在箱体设计及生产上的多重优势,以期为行业同仁提供有益的参考与启示。
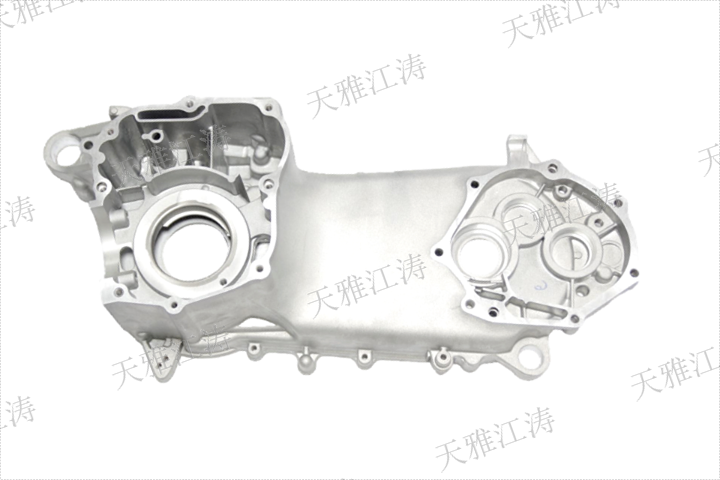
制造工艺:从宏观成型到微观结构控制。1 智能压铸技术突破,依托43台280T-2500T压铸机集群,构建"真空-低压-高速"复合铸造体系:真空度控制:≤5kPa(氧含量≤0.05%);压射速度:0.2-2m/s无级调节(充型时间≤0.3s);模具温度:280℃±5℃(热疲劳寿命延长3倍)。技术创新点:开发梯度压射工艺(多级压力切换),实现壁厚1.5mm复杂结构件无缩松缺陷;应用电磁脉冲紧实技术(频率50kHz),金属液流动性提升40%。2 模流分析驱动的工艺优化,构建基于ANSYS Fluent的数字化浇注系统:充型模拟:预测气穴缺陷位置(准确率≥92%);凝固分析:控制缩松倾向(缩松率≤0.8%);热应力仿真:优化模具冷却回路(残余应力≤30MPa);实际成效:某200CC摩托车变速箱箱体通过模流优化,良品率从91%提升至99.6%,年度质量成本降低1200万元。以专业的态度,打造质量优良的箱体。
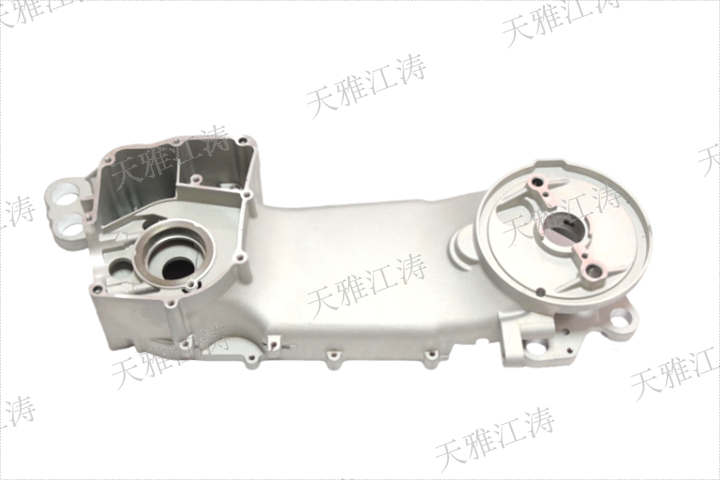
高精度的加工能力:除了在压铸成型方面的突出表现,天雅江涛在箱体的后续加工环节同样展现出了强大的实力。企业配备台马扎克数控加工中心,这是世界先进的数控加工设备之一,具备极高的加工精度和稳定性。在箱体轴承孔加工方面,天雅江涛能够达到H7级公差。轴承孔作为箱体上的关键部位,其加工精度直接影响到发动机的动力传输效率和稳定性。H7级公差的实现,意味着轴承孔的尺寸偏差被严格控制在一个极小的范围内,确保了轴承与箱体之间的精密配合。这种高精度的配合能够减少动力损耗,降低摩擦热量的产生,从而延长发动机的使用寿命,提高整车的操控性和舒适性。密封面的加工精度同样至关重要。天雅江涛能够将密封面的粗糙度控制在Ra0.8μm,这一参数的实现保证了密封面的平整度和光洁度。良好的密封面可以有效防止机油、冷却液等介质的泄漏,确保发动机的正常运行。同时,低粗糙度的密封面还能够减少摩擦阻力,提高密封效果,进一步增强了箱体的可靠性和耐久性。模流分析优化浇注系统,解决大型箱体缩松难题。湖州50右箱体生产厂家
箱体散热能力较强,保障发动机稳定运行。湖州50右箱体生产厂家
高精度数控加工:确保箱体精密性:(一)数控加工中心的应用,箱体的高精度加工是确保其性能的关键环节。天雅江涛配备了先进的马扎克数控加工中心,能够实现箱体轴承孔(H7级公差)、密封面(Ra0.8μm粗糙度)等高精度特征的加工。数控加工中心通过高精度的数控系统和优化的切削参数,确保加工精度和表面质量。(二)加工工艺优化,在加工过程中,天雅江涛注重工艺参数的优化,如切削速度、进给量和切削深度等,以减少加工变形和误差。同时,公司采用多轴联动加工技术,尽量减少装夹次数,避免因多次装夹导致的累积误差。此外,通过在线检测系统实时监测加工尺寸,实现闭环控制,进一步提升加工精度。湖州50右箱体生产厂家