商机详情 -
宁波铣床机床主轴
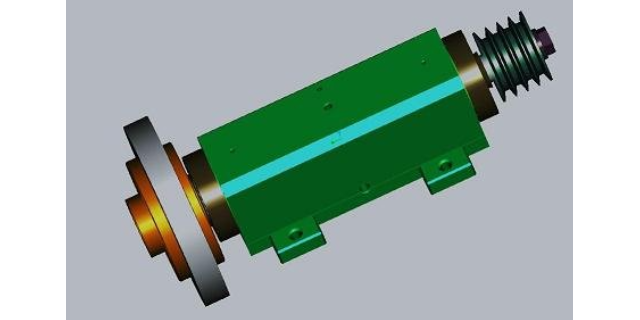
机床主轴的驱动方式有多种,常见的包括电机直接驱动、皮带传动、齿轮传动和液压传动等。下面我将详细介绍这几种驱动方式的特点和应用。1. 电机直接驱动:这是较常见的驱动方式之一,主要通过电机直接连接主轴,将电能转化为机械能。电机直接驱动具有结构简单、传动效率高、响应速度快等优点,适用于高速、高精度的加工需求。常见的电机直接驱动方式有交流伺服电机和直流伺服电机。2. 皮带传动:这种驱动方式通过皮带将电机与主轴连接起来,实现动力传递。皮带传动具有传动平稳、噪音低、维护方便等特点,适用于中低速、中等精度的加工需求。常见的皮带传动方式有平行轴带传动和交叉轴带传动。3. 齿轮传动:这种驱动方式通过齿轮将电机的转速和扭矩传递给主轴。齿轮传动具有传动效率高、承载能力强等优点,适用于高扭矩、低速的加工需求。常见的齿轮传动方式有直齿轮传动、斜齿轮传动和蜗杆传动等。4. 液压传动:这种驱动方式通过液压系统将液压能转化为机械能,实现主轴的驱动。液压传动具有传动平稳、承载能力大等特点,适用于大功率、大扭矩的加工需求。常见的液压传动方式有液压马达传动和液压缸传动。机床主轴的功率和扭矩取决于其设计和应用要求,以满足不同的加工需求。宁波铣床机床主轴
机床主轴是机床的中心部件之一,其热处理工艺对于主轴的性能和寿命具有重要影响。主轴的热处理工艺主要包括淬火、回火和表面处理等步骤。首先是淬火。淬火是通过快速冷却来改变主轴的组织结构,使其具有较高的硬度和强度。淬火一般分为油淬、水淬和气体淬等方式。选择合适的淬火介质和冷却速度可以使主轴达到所需的硬度和强度要求。接下来是回火。回火是为了消除淬火过程中产生的内应力和脆性,提高主轴的韧性和耐磨性。回火温度和时间的选择需要根据主轴的材料和要求来确定,一般在300℃-600℃范围内进行。除了淬火和回火,主轴的热处理还可以包括表面处理。表面处理可以提高主轴的耐磨性、抗腐蚀性和表面硬度。常见的表面处理方法包括渗碳、氮化、镀铬等。渗碳可以增加主轴表面的碳含量,提高硬度和耐磨性;氮化可以在主轴表面形成氮化物层,提高表面硬度和耐磨性;镀铬可以在主轴表面形成一层铬层,提高抗腐蚀性和耐磨性。宁波铣床机床主轴机床主轴的动态平衡等级决定了其允许的较大旋转速度。

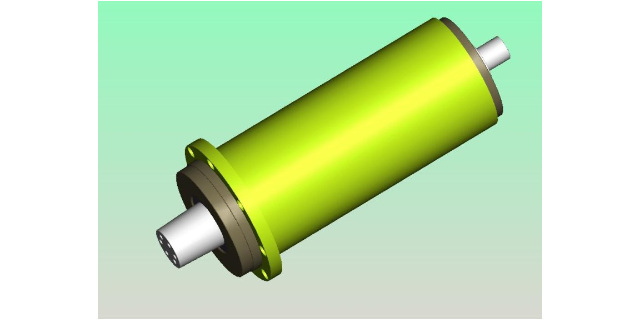
机床主轴的定制化服务是指根据客户的特定需求和要求,对机床主轴进行个性化设计和制造的服务。定制化服务可以提供更加适合客户需求的主轴,以满足不同行业和应用的要求。定制化服务的主要内容包括以下几个方面:1. 主轴类型选择:根据客户的加工需求和工件特性,选择合适的主轴类型,如立式主轴、卧式主轴、水平主轴等。2. 主轴功率和转速:根据客户的加工要求和工件材料,确定主轴的功率和转速范围,以确保加工效率和质量。3. 主轴精度和刚性:根据客户的精度要求和工件加工特点,设计和制造具有高精度和高刚性的主轴,以提高加工精度和稳定性。4. 主轴冷却系统:根据客户的加工需求和工件材料,设计和制造适合的主轴冷却系统,如水冷主轴、油冷主轴等,以确保主轴的稳定性和寿命。5. 主轴附件和接口:根据客户的需求,提供各种主轴附件和接口,如刀库、自动换刀系统、自动夹具等,以满足不同加工工艺和工件要求。6. 主轴保养和维修:提供主轴的保养和维修服务,包括定期检查、润滑、更换零部件等,以延长主轴的使用寿命和保证加工质量。
机床主轴的振动问题是机床加工中常见的一个难题,它会影响加工质量、加工精度和工件表面质量。解决机床主轴振动问题需要综合考虑多个因素,并采取一系列措施。以下是一些常见的解决方法:1. 主轴结构设计优化:通过改变主轴的结构设计,如增加主轴的刚度和减小质量不平衡等,可以降低振动的产生。2. 动平衡技术:通过动平衡技术对主轴进行平衡处理,可以减小主轴的振动。动平衡技术包括静态平衡和动态平衡两种方法,可以根据具体情况选择合适的方法。3. 振动监测与控制系统:安装振动传感器和控制系统,实时监测主轴振动情况,并采取相应的控制措施,如调整主轴转速、切削参数等,以减小振动。4. 刀具选择与刀具磨损控制:选择合适的刀具,并控制刀具的磨损情况,可以减小振动的产生。刀具的选择应考虑刚度、切削力和切削稳定性等因素。5. 加工工艺优化:合理设计加工工艺,如减小切削力、减小切削温度等,可以降低振动的产生。6. 润滑与冷却系统优化:合理设计润滑与冷却系统,保证主轴的润滑和冷却效果,减小摩擦和热量的产生,从而减小振动。机床主轴的驱动系统通常包括电机、皮带或齿轮箱,以传递动力。
机床主轴的轴承类型有很多种,常见的包括滚动轴承和滑动轴承。下面我将详细介绍几种常见的轴承类型。1. 深沟球轴承:深沟球轴承是较常见的轴承类型之一,具有承载能力高、转速范围广、结构简单等特点。它适用于高速运转的机床主轴,如车床、铣床等。2. 角接触球轴承:角接触球轴承能够承受较大的径向和轴向负荷,适用于高速运转和高精度要求的机床主轴,如磨床、镗床等。3. 圆锥滚子轴承:圆锥滚子轴承具有承载能力大、刚性好等特点,适用于大型机床主轴,如铣镗床、车铣复合机床等。4. 精密陶瓷轴承:精密陶瓷轴承具有重量轻、耐高温、耐腐蚀等特点,适用于高速高温的机床主轴,如高速加工中心、电火花等。5. 液体动压轴承:液体动压轴承利用液体的动压效应来支撑主轴,具有摩擦小、寿命长等特点,适用于高速高精度的机床主轴,如磨削中心、超精密加工机床等。除了以上几种常见的轴承类型,还有一些特殊的轴承类型,如气体轴承、磁悬浮轴承等,它们在特定的应用领域有着独特的优势。安装完成后,应对机床主轴进行旋转测试,确认无卡滞现象。青岛cnc机床轴承公司
机床主轴的密封性能要良好,以防切削液和灰尘侵入轴承。宁波铣床机床主轴
机床主轴的表面粗糙度是通过一系列的加工工艺和控制参数来实现的。下面是一些常见的控制方法:1. 刀具选择:选择合适的刀具可以有效地控制表面粗糙度。通常情况下,刀具的刃口半径越小,加工出的表面粗糙度越小。此外,刀具的刃磨状态也会对表面质量产生影响,因此保持刀具的良好刃磨状态也是重要的。2. 加工参数控制:加工参数包括切削速度、进给速度和切削深度等。这些参数的选择和控制对表面粗糙度有着直接的影响。一般来说,较低的切削速度和进给速度可以减小表面粗糙度,而较小的切削深度可以提高表面质量。3. 切削液的选择和使用:切削液在机床加工过程中起到冷却、润滑和清洁的作用。选择合适的切削液可以有效地降低表面粗糙度。切削液的选择应根据具体的加工材料和工艺要求进行,同时要注意切削液的浓度和使用方法。4. 加工工艺优化:通过优化加工工艺,如合理的刀具路径规划、合理的切削顺序等,可以减小表面粗糙度。此外,合理的夹持方式和工件固定方式也对表面质量有着重要的影响。宁波铣床机床主轴