商机详情 -
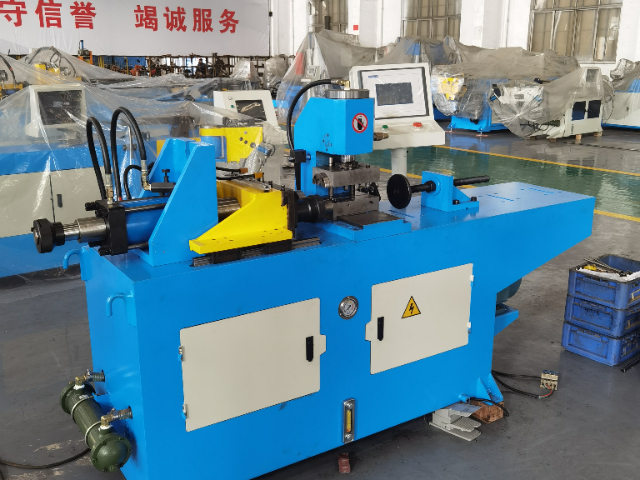
浙江单工位缩管机厂家
缩管机的材料兼容性是其适应多行业需求的关键。除传统金属管材外,现代缩管机已能够加工部分非金属管材,如PVC、PE等塑料管,通过调整模具温度与压力参数,实现塑料管的热缩径加工。在金属材料方面,缩管机可处理从低碳钢到钛合金的多种材质,针对不同材料的硬度、延展性与回弹特性,优化模具材质与表面处理工艺。例如,加工不锈钢时采用硬质合金模具并涂覆耐磨涂层,延长模具使用寿命;加工铝合金时则采用低温缩径工艺,防止材料过热导致性能下降。工艺拓展方面,缩管机与拉拔、旋压等工艺的结合,可实现管材的复杂形变加工,为管材定制化生产提供更多可能。缩管机在汽车燃油管、进气管组件制造中普遍应用。浙江单工位缩管机厂家
缩管机的操作需要遵循严格的规范流程,以确保操作人员的安全和缩径质量。在正式开始缩径操作时,首先要将待缩径的管材准确地放置在缩径模具的指定位置,并使用夹具将管材牢固固定,防止在缩径过程中管材发生移动或偏心。然后,根据管材的材质和缩径要求,设置好设备的缩径参数,如缩径速度、进给量、缩径次数等。在启动设备后,操作人员要密切观察设备的运行状态和管材的缩径情况,注意倾听设备运行过程中是否有异常声音,观察模具和管材之间是否有异常摩擦或火花等现象。如果发现异常情况,应立即停止设备运行,进行检查和处理。在缩径过程中,要严格按照设定的参数进行操作,不得随意更改,以确保管材缩径尺寸的一致性和稳定性。当管材缩径完成后,要先停止设备的运行,然后松开夹具,将缩径好的管材取出,并进行质量检查。广东单工位缩管机哪家靠谱缩管机在实验室设备、分析仪器管路连接中要求高。
缩管机的运行环境对其性能和使用寿命有着重要的影响。首先,缩管机应放置在干燥、通风良好的室内环境中,避免设备受到潮湿、腐蚀性气体和灰尘的影响。潮湿的环境容易导致设备的电气元件受潮短路,加速金属部件的生锈和腐蚀;腐蚀性气体则会侵蚀设备的表面和内部零件,降低设备的使用寿命;灰尘则会影响设备的散热和润滑效果,增加设备的故障率。其次,缩管机运行环境的温度应保持在适宜的范围内,一般来说,设备的工作温度应在5℃ - 40℃之间。温度过高会导致设备的润滑油变质,降低润滑效果,同时也会影响电气元件的性能;温度过低则会使设备的润滑油变稠,增加设备的启动阻力,影响设备的正常运行。此外,缩管机运行环境应避免有强烈的振动和冲击,以免影响设备的精度和稳定性。
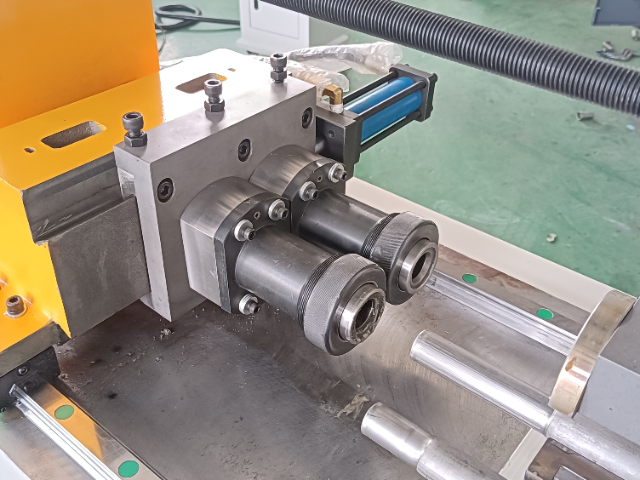
缩管机的缩径模具设计是一门综合性的技术,它涉及到材料科学、力学、模具制造等多个领域。模具的形状和尺寸需要根据管材缩径后的要求进行精确设计,一般来说,模具的内腔形状与缩径后的管材外形相匹配。为了确保管材在缩径过程中能够均匀变形,模具的内腔表面通常需要进行精细加工,使其具有较高的光洁度和圆度。同时,模具的材质选择也至关重要,它需要具备强度高、高硬度、良好的耐磨性和耐腐蚀性等特点,以承受缩径过程中的高温、高压和摩擦力。常见的模具材料有合金钢、硬质合金等。此外,模具的安装和调整也非常关键,需要保证模具与管材的同轴度,避免在缩径过程中出现管材偏心、扭曲等缺陷。缩管机在装备特种管路连接件制造中要求高可靠性。

加工精度是衡量缩管机性能的关键指标,其控制涉及机械设计、材料选择及工艺优化等多个层面。在机械设计方面,缩管机的主轴需采用高刚性结构,以减少变形对加工精度的影响;同时,导轨与滑块的配合间隙需控制在微米级,通过精密刮研或滚珠导轨技术实现无间隙传动。材料选择上,模具与管材的摩擦系数需通过表面处理技术(如镀硬铬、氮化处理)进行优化,以降低摩擦生热导致的材料膨胀误差。工艺优化则包括预压缩、多级压缩等策略,通过分阶段施加压力,使金属变形逐步均匀化,避免因瞬时高压产生的裂纹或褶皱。此外,现代缩管机还引入了闭环控制系统,通过激光位移传感器或压力传感器实时反馈加工数据,动态修正参数偏差,将精度误差控制在±0.05mm以内,满足航空航天、医疗器械等高精度领域的需求。缩管机在通信设备冷却管、接头组件加工中需求多。上海自动缩管机厂家排名
缩管机在新能源电池管理系统管路连接加工中应用多。浙江单工位缩管机厂家
缩管机在运行过程中会产生一定噪音,主要来源于液压泵的振动、模具与管材的摩擦以及金属变形时的应力释放。长期暴露于高噪音环境会对操作人员的听力造成损害,并影响工作效率。因此,现代缩管机在设计中融入多项降噪技术:液压系统采用低噪音泵与减震安装方式,降低泵体振动传递;模具组件通过优化结构减少金属变形时的冲击声;机架与外壳采用吸音材料包裹,吸收部分噪音能量。此外,部分机型还配备隔音罩,将加工区域与外界隔离,进一步降低噪音传播。这些措施使缩管机的工作噪音控制在75分贝以下,符合职业健康标准,为操作人员创造更舒适的工作环境。同时,降噪设计也减少了设备对车间其他区域的干扰,提升整体生产协调性。浙江单工位缩管机厂家