商机详情 -
北京大型缩管机如何选择
缩管机的材料兼容性是其适应多行业需求的关键。除传统金属管材外,现代缩管机已能够加工部分非金属管材,如PVC、PE等塑料管,通过调整模具温度与压力参数,实现塑料管的热缩径加工。在金属材料方面,缩管机可处理从低碳钢到钛合金的多种材质,针对不同材料的硬度、延展性与回弹特性,优化模具材质与表面处理工艺。例如,加工不锈钢时采用硬质合金模具并涂覆耐磨涂层,延长模具使用寿命;加工铝合金时则采用低温缩径工艺,防止材料过热导致性能下降。工艺拓展方面,缩管机与拉拔、旋压等工艺的结合,可实现管材的复杂形变加工,为管材定制化生产提供更多可能。缩管机配备高精度模具,保证缩管尺寸一致性与重复性。北京大型缩管机如何选择

缩管机的精度控制是衡量其性能的关键指标,影响精度的因素包括模具磨损、液压系统压力波动、管材装夹偏心与环境温度变化等。模具磨损会导致配合间隙增大,使缩径后管材外径偏大,需通过定期更换模具或采用硬质合金涂层延长使用寿命;液压系统压力波动会引发形变不稳定,需配备蓄能器与比例阀实现压力闭环控制;管材装夹偏心则需优化夹具设计,例如采用自定心夹具或激光对中系统;环境温度变化会引起材料热胀冷缩,需在控制系统中设置温度补偿模块,自动调整加工参数。通过这些技术的综合应用,现代缩管机的加工精度可稳定控制在±0.05mm以内,满足高精度管材加工需求。广州自动缩管机选择缩管机在舞台灯光设备散热管连接加工中应用广。

缩管机作为金属加工领域的重要设备,以其独特的功能、高效的性能、简便的操作、高精度的控制、良好的耐用性、灵活性、环保性、安全性、技术创新性、提高生产效率、加工质量稳定性、操作舒适性、模块化设计和智能化发展等诸多优势,在众多工业场景中发挥着不可替代的作用。随着科技的不断进步和工业的不断发展,缩管机将继续不断升级和改进,为金属加工行业的发展和进步做出更大的贡献。缩管机的关键构造是机械功能实现的基础,其设计融合了力学原理与精密制造工艺。主体框架通常采用强度高合金钢或铸铁材料,经过时效处理消除内应力,确保长期使用中不变形。
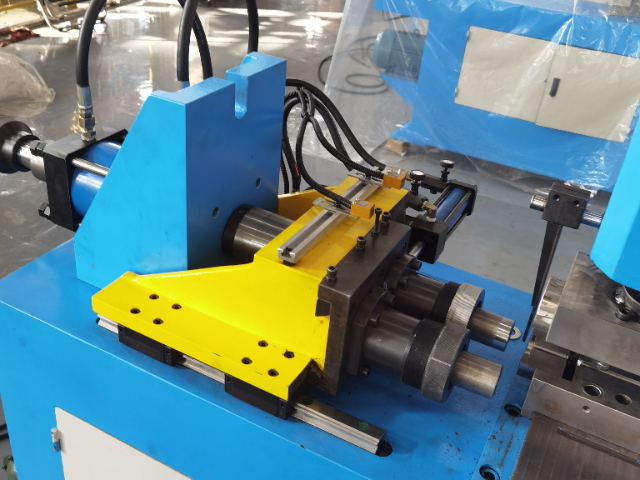
缩管机是一个复杂的机械系统,由多个部分协同工作完成管材缩径任务。其主体结构通常包括机架、缩径模具、动力装置、传动系统和控制系统等。机架是整个设备的支撑基础,它需要具备足够的强度和刚度,以承受缩径过程中产生的巨大作用力,确保设备在运行过程中的稳定性。缩径模具是缩管机的关键部件之一,它直接决定了管材缩径后的形状和尺寸精度。模具的设计和制造需要考虑到管材的材质、直径、壁厚等因素,以保证缩径过程的顺利进行和缩径质量的稳定。动力装置为缩管机提供运行所需的能量,常见的动力源有电动机、液压马达等。传动系统则将动力装置产生的动力传递到缩径模具,使其按照预定的运动轨迹和速度对管材进行缩径操作。控制系统则负责对整个设备的运行进行监控和调节,确保设备能够按照预设的参数准确、稳定地工作。缩管机采用机械、液压或气动方式提供稳定压缩动力。
模具是缩管机的“心脏”,其设计与制造水平直接影响加工质量。模具设计需综合考虑管材材质、管径、壁厚及变形量等因素,通过计算机辅助设计(CAD)软件建立三维模型,并利用有限元分析(FEA)模拟加工过程,优化模具的轮廓曲线和压缩角度,以减少应力集中和摩擦生热。制造方面,模具通常采用数控铣削、电火花加工(EDM)等高精度工艺,确保尺寸精度达到±0.01mm;表面处理则通过超精研磨、抛光或喷砂等工艺,将粗糙度控制在Ra0.2μm以下,以降低摩擦系数并提高模具寿命。对于特殊材质的管材(如钛合金、高温合金),模具还需采用涂层技术(如TiN、CrN涂层),增强耐磨性和耐腐蚀性,适应恶劣加工环境。缩管机通过节能技术降低设备运行能耗成本。重庆锥度缩管机报价
缩管机在自动化生产线中可与其他设备无缝集成。北京大型缩管机如何选择
缩管机的操作体验直接影响生产效率与操作人员满意度。现代缩管机在人性化设计方面进行了多项创新,例如采用触摸屏操作界面,简化参数输入流程;配备可视化加工进度显示,使操作人员实时掌握设备状态;设置模具快速更换装置,缩短设备换型时间。此外,设备的噪音控制与振动抑制技术也明显提升了操作舒适性,例如通过优化液压系统布局减少泵体噪音,采用减震基座降低设备振动。这些设计细节不只降低了操作人员的劳动强度,也减少了因设备故障导致的停机时间,为企业创造了更高的综合效益。人性化设计的关键在于“以用户为中心”,通过持续收集操作反馈并迭代优化,使缩管机真正成为高效、可靠、易用的生产工具。北京大型缩管机如何选择