商机详情 -
辽宁缩管机提供商
缩管机的材料兼容性是其适应多行业需求的关键。除传统金属管材外,现代缩管机已能够加工部分非金属管材,如PVC、PE等塑料管,通过调整模具温度与压力参数,实现塑料管的热缩径加工。在金属材料方面,缩管机可处理从低碳钢到钛合金的多种材质,针对不同材料的硬度、延展性与回弹特性,优化模具材质与表面处理工艺。例如,加工不锈钢时采用硬质合金模具并涂覆耐磨涂层,延长模具使用寿命;加工铝合金时则采用低温缩径工艺,防止材料过热导致性能下降。工艺拓展方面,缩管机与拉拔、旋压等工艺的结合,可实现管材的复杂形变加工,为管材定制化生产提供更多可能。缩管机在特种车辆液压系统管件制造中应用普遍。辽宁缩管机提供商

缩管机的操作需要遵循严格的规范流程,以确保操作人员的安全和缩径质量。在正式开始缩径操作时,首先要将待缩径的管材准确地放置在缩径模具的指定位置,并使用夹具将管材牢固固定,防止在缩径过程中管材发生移动或偏心。然后,根据管材的材质和缩径要求,设置好设备的缩径参数,如缩径速度、进给量、缩径次数等。在启动设备后,操作人员要密切观察设备的运行状态和管材的缩径情况,注意倾听设备运行过程中是否有异常声音,观察模具和管材之间是否有异常摩擦或火花等现象。如果发现异常情况,应立即停止设备运行,进行检查和处理。在缩径过程中,要严格按照设定的参数进行操作,不得随意更改,以确保管材缩径尺寸的一致性和稳定性。当管材缩径完成后,要先停止设备的运行,然后松开夹具,将缩径好的管材取出,并进行质量检查。杭州单工位缩管机排行榜缩管机是现代管路系统实现高效、可靠连接密封的关键加工设备。
在工业发展进程中,管材的应用极为普遍,涵盖了机械制造、建筑、汽车、航空航天等众多领域。然而,不同场景对管材的规格要求千差万别,有时需要将管材的直径缩小以满足特定的装配或使用需求。在缩管机出现之前,管材缩径主要依靠手工敲打、锻造等传统方式。这些方法不只效率极其低下,而且难以保证缩径后的管材质量,缩径后的管材往往存在壁厚不均、椭圆度大等问题,无法满足高精度工业生产的要求。随着机械制造技术的不断进步,人们开始探索利用机械力量来实现管材的自动化缩径,缩管机应运而生。它的出现标志着管材缩径工艺从手工时代迈向了机械时代,极大地提高了生产效率和产品质量,为工业生产的发展提供了有力支持。
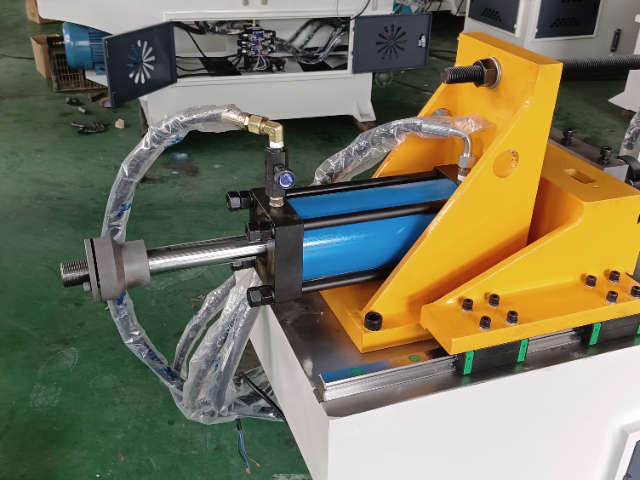
缩管机不只是工业生产的工具,也承载着特定的文化价值与工业美学。其设计体现了功能与形式的统一:坚固的机架、流畅的液压管路、精密的模具组件,共同构成一种力量感与秩序感,反映了工业设计对效率与可靠性的追求。在操作界面上,触摸屏与指示灯的布局遵循人体工程学原理,既美观又实用,体现了科技与人文的融合。此外,缩管机在工业历史中扮演了重要角色,从早期的手动缩管工具到现代的自动化设备,其演变见证了金属加工技术的进步与制造业的升级。在一些工业博物馆中,经典缩管机被作为展品陈列,向公众展示工业文明的成就。这种文化价值使缩管机超越了单纯的生产工具属性,成为工业美学与历史传承的载体。缩管机在环保监测设备气路连接件加工中应用普遍。
模块化设计是缩管机提升生产灵活性的重要手段。通过将设备划分为动力模块、传动模块、模具模块与控制模块,用户可根据生产需求快速组合不同模块,实现设备功能的定制化。例如,小型企业可选择基础动力模块与标准模具模块,满足常规管材加工需求;大型企业则可升级至高性能动力模块与多工位模具模块,实现高速、多品种生产。模块化设计还简化了设备维护与升级流程,当某一模块出现故障时,可快速更换备用模块,减少停机时间;当生产需求变化时,只需更换部分模块即可扩展设备功能,降低企业设备更新成本。这种“乐高式”的设计理念,使缩管机能够更好地适应市场动态变化。缩管机支持加工过程的实时状态监控与数据可视化。成都自动缩管机厂家排名
缩管机在舞台灯光设备散热管连接加工中应用广。辽宁缩管机提供商
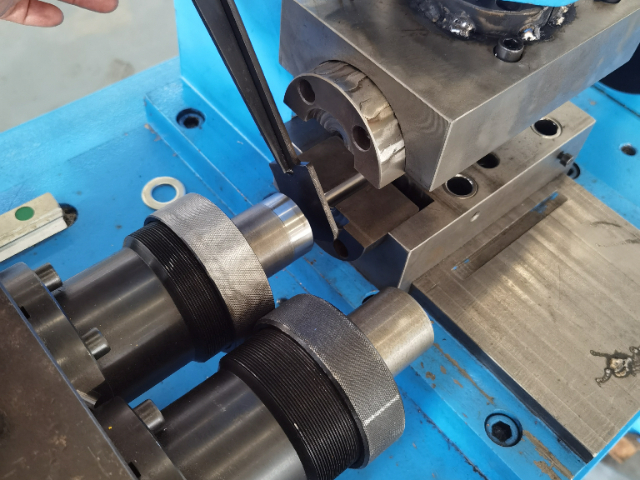
缩管机的结构由动力系统、传动系统、模具系统与控制系统四大模块构成,各模块的协同作业决定了设备的加工性能。动力系统通常采用液压泵或伺服电机,前者以高压油液传递动力,适合大吨位加工;后者通过电机直接驱动,具有响应速度快、控制精度高的优势。传动系统将动力转化为模具的直线运动,液压传动通过油缸推动模具,机械传动则依赖齿轮齿条或曲柄连杆机构,其选择需根据加工节奏与稳定性需求权衡。模具系统是关键执行部件,由动模、定模与导向装置组成,动模与定模的配合间隙需控制在微米级,导向装置则确保模具运动轨迹的直线度,避免缩径后管材偏心。控制系统作为“大脑”,通过传感器实时监测压力、位移等参数,自动调整加工节奏,实现闭环控制。辽宁缩管机提供商