商机详情 -
辽宁液压缩管机供货商
缩管机的工艺适应性体现在其对不同管材与加工需求的灵活响应。例如,针对薄壁管材,可采用低温缩径工艺,通过降低模具温度减少材料回弹;对于强度高合金管,则需采用分段加热缩径,利用热塑性提升材料形变能力。创新应用方面,缩管机与激光焊接技术的结合实现了管材缩径与焊接的一体化加工,明显缩短了生产周期;在异形管材加工中,缩管机通过定制模具可生产椭圆形、矩形等非标管材,满足特殊设计需求。此外,缩管机在复合材料管材加工中的应用也在探索中,通过优化模具结构与压力控制,实现金属与塑料、碳纤维等材料的复合缩径,为轻量化结构件制造提供新思路。缩管机通过高刚性结构设计确保长期运行稳定性。辽宁液压缩管机供货商
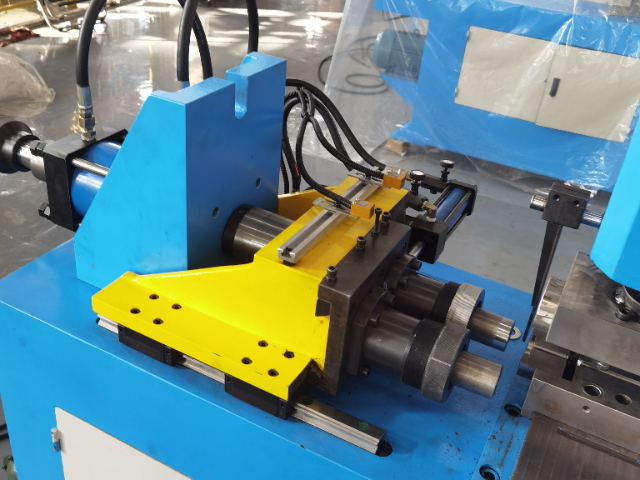
模块化设计是现代缩管机的重要发展趋势,其关键思想是将设备分解为多个单独功能模块,如液压模块、控制模块、模具模块等,各模块之间通过标准化接口连接,便于快速更换与升级。这种设计带来多重优势:首先,用户可根据生产需求灵活配置设备功能,例如增加自动上下料模块以提升自动化水平,或更换高精度控制模块以满足精密加工要求;其次,模块化结构降低了维修难度,当某一模块出现故障时,只需更换备用模块即可恢复生产,无需等待整体维修;此外,模块化设计还为设备升级提供了便利,随着技术进步,用户可通过更换新一代模块提升设备性能,而无需淘汰整台设备。这种“可生长”的特性使缩管机能够适应长期的技术迭代与生产需求变化,延长设备生命周期。辽宁液压缩管机供货商缩管机支持加工数据自动记录与质量追溯管理。
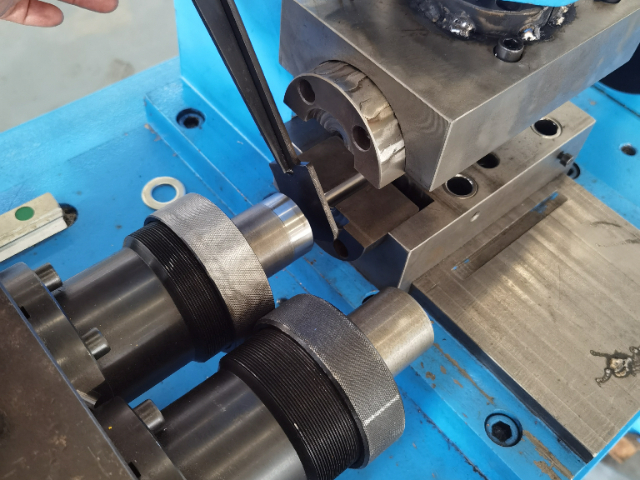
缩管机的工作原理基于塑性变形理论,通过外力迫使管材截面尺寸缩小,同时保持材料连续性。加工时,管材被夹紧装置固定,液压缸推动模具向管材轴向施加压力,模具内壁的锥形结构将轴向力转化为径向压力,使管材产生均匀的塑性变形。这一过程中,材料流动遵循较小阻力定律,即优先向模具间隙较大的方向变形,因此模具设计需精确控制锥度与间隙,避免管材出现褶皱或破裂。为确保变形均匀性,缩管机通常采用多道次渐进缩径工艺,每次缩径量控制在管材壁厚的10%-15%以内,通过多次重复加工逐步达到目标尺寸。此外,冷却系统在加工中持续运行,通过循环冷却液带走摩擦产生的热量,防止管材因局部过热导致硬度下降或氧化变色,同时延长模具使用寿命。
缩管机的安全操作是保障生产效率与人员健康的关键。操作前需对设备进行全方面检查,包括液压油位、电气线路连接及模具紧固状态,确保无漏油、短路或松动现象。加工过程中,操作人员需佩戴防护眼镜、手套及防砸鞋,避免金属碎屑飞溅或模具意外脱落造成的伤害。同时,设备周边需设置安全光栅或急停按钮,一旦检测到异常位移或压力超限,立即触发停机机制。维护方面,缩管机需定期更换液压油和滤芯,防止杂质进入系统导致元件磨损;模具表面需定期抛光并涂抹防锈油,以延长使用寿命并保持加工精度。对于长期停用的设备,需将模具拆卸后涂油封存,并切断电源以避免电气元件受潮损坏。此外,建立设备档案,记录每次维护的时间、内容及更换的零部件,有助于追溯问题根源并优化维护计划。缩管机支持单缩、多级缩口及阶梯式变径成型工艺。
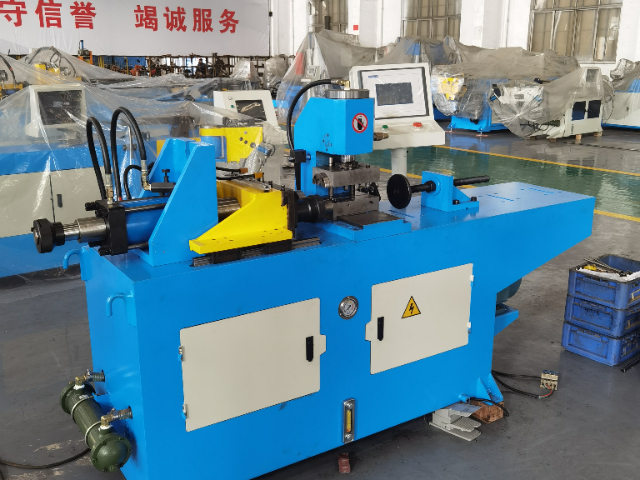
缩管机的维护保养相对简便,这也是其受欢迎的原因之一。为了确保设备的长期稳定运行,缩管机制造商通常会提供详细的维护保养手册和专业的售后服务团队。操作人员只需按照手册中的要求进行定期的检查、清洁和润滑等维护工作,即可保持设备的良好状态。同时,售后服务团队还能够及时响应客户的需求,提供快速的技术支持和维修服务,确保设备在出现故障时能够迅速恢复正常运行。这种简便的维护保养方式和完善的售后服务体系,降低了企业的维护成本和停机时间,提高了生产效率。缩管机通过伺服控制实现准确进给与压力调节。液压缩管机供应商
缩管机在汽车燃油管、进气管组件制造中普遍应用。辽宁液压缩管机供货商
在缩管机的缩径过程中,可能会出现一些常见问题,如管材缩径不均匀、管材表面出现裂纹、模具磨损过快等。管材缩径不均匀可能是由于模具安装不正确、管材固定不牢固或缩径参数设置不合理等原因引起的。解决这个问题的方法是重新调整模具的安装位置,确保模具与管材的同轴度;检查并加固管材的固定装置,防止管材在缩径过程中发生移动;根据管材的材质和规格,合理调整缩径参数,如缩径速度、进给量等。管材表面出现裂纹可能是由于管材材质不佳、缩径速度过快或模具温度过高等原因导致的。针对这种情况,可以更换质量更好的管材,降低缩径速度,控制模具的温度,避免管材因局部过热而产生裂纹。模具磨损过快则可能是由于模具材质选择不当、管材硬度过高或润滑不良等原因造成的。解决方法是选择合适的模具材质,根据管材的硬度选择相应的模具;加强设备的润滑,确保模具在缩径过程中得到良好的润滑,减少磨损。辽宁液压缩管机供货商