商机详情 -
盐城平焊标准法兰
对焊法兰在使用和生产中具有不同的生产标准,按照相应的标准生产和使用,能够保证异型不锈钢法兰在实际中的使用价值和作用;对焊法兰作为密封和紧固连接件,在航天航空及石油、化工等领域的大型容器中有着普遍的应用。平焊法兰是指焊接处在于水平位置或倾斜角度不大的焊缝,焊条位于工件之上,焊工俯视工件所进行的焊接工艺。这种焊接位置属于焊接全位置中,容易焊的一个位置。平焊法兰不光节省了空间、减轻了重量,更重要的是确保接头部位不会发生泄漏,具有良好的密封性能。平焊法兰的密封原理:螺栓的两个密封面相互挤压法兰垫片并形成密封,但这同时也导致密封的破坏。为了保持密封,就得维持巨大的螺栓作用力,为此,螺栓就要做得更大。而更大的螺栓就要匹配更大的螺母,这就意味着需要直径更大的螺栓为上紧螺母创造了条件。上海斌秋管件制造供货源头厂家。盐城平焊标准法兰

对焊法兰适用范围:1、对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰。对焊法兰不易变形,密封好,应用普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形。2、对焊法兰不易变形,密封好,应用普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形,它采取比较复杂的嗽叭形体结构,适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,一般用于PN大于2.5MPa的管道及阀门的连接;也用于输送价格昂贵、易燃、易爆介质的管路上面。盐城不锈钢法兰厂家推荐对焊式法兰的连接方式可根据管道系统的工作压力选择合适的焊接参数。

活套法兰是指松套于容器或管道突缘的一种法兰。法兰是轴与轴之间相互连接的零件,主要用于管端之间的连接;也有用在设备进出口上的法兰,用于两个设备之间的连接。活套法兰属于松式法兰。突缘可采用翻边、直接车出或另外焊接圆环等方式制成。优点是法兰变形时对容器或管道不产生附加力矩,制造方便,可采用与容器或管道不同的材料制造,有利于节省贵重金属。缺点是法兰厚度比较大。适用于容器或管道的内衬有脆性材料且压力不高的场合。
法兰焊接工艺:所需设备:手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平面尺一把。焊前准备:1.检查调试设备,确保设备正常运转;2.准备φ℃-350℃烘干一小时。焊接过程:1、组装把椎体和法兰按图纸要求组装在一起,再平均把法兰分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。注意事项:1、打底时一定使用J506焊条手工堆焊,并采用小电流焊接。严格按照焊接工艺焊接。2、在每焊接完一个位置后,都要用水平尺卡一下法兰平面的变形量。作为一家专业的五金、工具行业企业,森正管件法兰 在市场上享有很高的声誉。
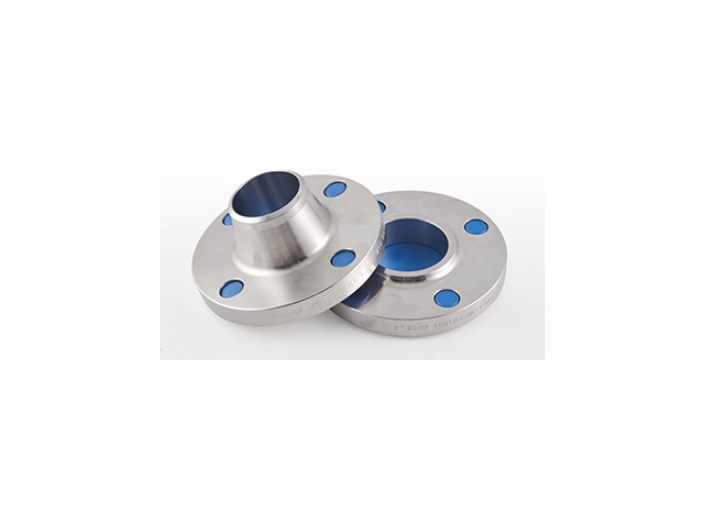
对焊法兰是一种带有颈部的法兰,它的颈部比法兰本身要高出一段,这样的设计主要是为了方便焊接。对焊法兰的坡口已经预先处理完毕,只需要将其与管道对接好,就可以进行焊接。对焊法兰主要应用于高中压管道的连接,其颈部的设计使得它在连接时更加稳固,能够承受更大的压力和温度。平焊法兰和对焊法兰的主要区别在于是否带有颈部。平焊法兰只有一个法兰环面,与管道焊接时形成90°的焊角,这种焊接方式称为平焊。而对焊法兰则多了一个法兰颈部,颈部与管道的直径相同。在焊接时,管道与对焊法兰的接口处会开出一个45°的坡口(具体角度可能会因工艺要求而有所不同),然后管道与法兰颈部形成180°的角度,直接在坡口处进行焊接,这种焊接方式称为对焊。简而言之,平焊的焊接角度为90°,而对焊的焊接角度为180°。对焊式法兰的尺寸和标准有多种,如ANSI、DIN、JIS等。石家庄法兰
森正管件法兰采用优良材料制造,确保 的稳定性和可靠性。盐城平焊标准法兰
对焊和平焊法兰之间的主要区别在于,它们具有不同的焊缝,不同的材料,不同的公称压力和不同的连接方法。颈法兰和非颈法兰的焊接位置不同,焊缝的形状也不同。不同形式的焊接:平板焊缝不能进行X射线检查,而对接焊缝可以检查。管道的焊缝和带颈平焊法兰的法兰是角焊,而带颈对接焊缝和管道的焊缝是环缝。平面焊接是两个圆角环焊。对接焊是对接焊缝。带颈平焊法兰和不带颈的平焊法兰之间的区别在于,带颈的平焊法兰比不带颈的平焊法兰具有更多的管道焊接位置。不带颈的平焊方法法兰也为平法兰,不带凸台的凸台为平角焊。带颈对接法兰和连接管之间的焊缝属于B类接缝,带颈对接扁平管法兰和连接管之间的焊缝属于C类缝,焊接后的无损检查是不同的。盐城平焊标准法兰