商机详情 -
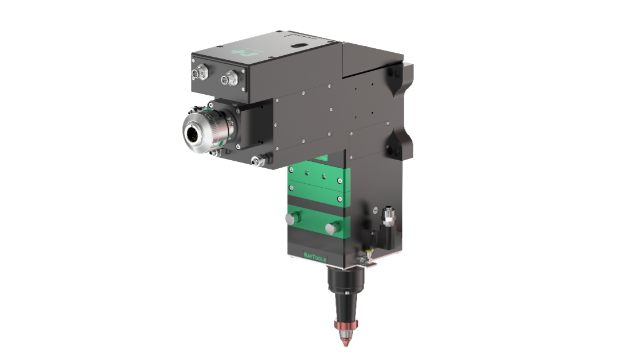
嘉强BS06K-CAT-3D三维管切头能切不锈钢管吗
嘉强三维管切设备在设计时充分考虑了操作的便捷性,整体操作并不复杂。其数控系统,如XC4000T、XC4000P、XC4000C等,都具有简洁直观的操作界面,操作流程清晰易懂。对于操作人员,一般需要具备一定的机械加工基础知识,了解激光切割的基本原理与安全注意事项。经过专业的设备操作培训后,操作人员能够快速熟悉设备的各项功能与操作方法。培训内容包括设备的启动、停止流程,参数设置方法,如切割速度、激光功率、焦点位置等参数的调整,以及如何导入切割图形文件等。在实际操作中,操作人员只需按照操作指南进行操作,就能顺利完成管材切割任务。同时,设备配备的智能辅助功能,如焊缝识别、自动调焦等,也进一步降低了操作难度,提高了操作人员的工作效率。嘉强三维管切,支持智能图形编辑,直接在系统界面修改切割路径。嘉强BS06K-CAT-3D三维管切头能切不锈钢管吗
在建筑行业,嘉强三维管切系统用于钢结构建筑的管材加工。例如建造大型商业综合体的钢结构框架,系统可将槽钢、H型钢等切割成设计所需的长度与角度,其高精度切割保障了框架搭建的准确性与稳定性,加快施工进度。在汽车制造行业,常用于汽车车架、座椅骨架等零部件生产。以汽车车架制造为例,系统能对异型管材进行复杂形状切割,满足车架结构设计的多样化需求,提升汽车整体性能与安全性。家具制造行业中,制作家具的金属框架时,系统准确切割圆管、方管,保证框架尺寸精度与表面质量,为家具的美观与耐用性奠定基础。在健身器材生产领域,生产跑步机框架、哑铃架等产品时,该系统可依据设计图纸,对各类管材进行高效切割,确保健身器材的质量与安全性,满足市场对健身器材的需求。嘉强BS06K-CAT-3D三维管切头能切不锈钢管吗嘉强三维管切,支持智能边缘检测,自动识别管材轮廓,减少人工定位时间。
嘉强三维管切设备具备良好的集成性,能够与多种其他加工设备协同使用。在自动化生产线中,它可与管材上料设备、下料设备以及后续的焊接设备、打磨设备等进行集成。例如,与自动上料机连接,实现管材的自动上料,提高生产效率;与焊接设备集成时,三维管切设备切割好的管材能够直接传输至焊接工位进行焊接,实现管材加工的一站式生产,减少人工搬运和中间环节,提高生产精度和产品一致性。在一些复杂的加工工艺中,还可与数控折弯机集成,先由三维管切设备切割出特定形状和尺寸的管材,再通过数控折弯机进行折弯加工,制造出具有复杂形状的管材部件。而且,嘉强设备的数控系统具有开放的通信接口,能够方便地与其他设备的控制系统进行数据交互和协同工作,实现整个生产流程的自动化控制和智能化管理,为企业打造高效、灵活的管材加工生产线提供有力支持。
嘉强三维管切设备的数控系统具备诸多智能化功能。以XC4000T标准两卡管材激光切割数控系统为例,它拥有相机焊缝识别功能,能准确定位管材焊缝位置,在切割过程中自动避开焊缝,有效防止因焊缝处材质不均导致的切割质量问题,提高切割的稳定性与精度。流程自定义编辑功能赋予用户极大的灵活性,用户可根据自身独特的加工工艺和生产需求,自由设置切割流程,优化生产环节,提升生产效率。此外,数控系统还具备自动寻边功能,可快速准确地确定管材的边缘位置,减少人工测量与定位的时间和误差。在切割过程中,能实时监测切割参数,并根据管材材质、厚度等自动调整激光功率、切割速度、焦点位置等,确保始终以良好状态进行切割,实现智能化、高效化的管材加工。嘉强三维管切,内置智能防撞模块,碰撞后自动停机并复位,保障设备安全。

嘉强三维管切系统的切割速度受多种因素制约。首先是管材材质,不同材质对激光的吸收、反射与传导特性各异。例如不锈钢反射率较高,吸收激光能量相对较少,切割速度会低于碳钢;铝合金导热性强,热量易散失,切割速度也会受到影响。管材厚度也是关键因素,厚度越大,激光穿透所需能量与时间越多,切割速度相应降低。激光功率对切割速度影响明显,在一定范围内,提高激光功率可加快切割速度,但需注意匹配其他参数,避免影响切割质量。辅助气体的种类与压力同样重要,合适的辅助气体能吹走熔渣,提高切割效率,如切割碳钢时,高压氧气能加速燃烧反应,提升切割速度;而气体压力不足或种类不匹配,则会阻碍切割进程。切割头的性能,包括聚焦效果、与管材的距离控制等,也会影响切割速度,良好的切割头性能可使激光能量更集中于切割部位,提高切割速度与质量。嘉强三维管切,集成杂散光检测模块,实时监控镜片状态,避免因污染炸裂。上海嘉强高功率三维管切怎么选择
嘉强三维管切,集成智能避障算法,防止激光头碰撞,保障加工安全。嘉强BS06K-CAT-3D三维管切头能切不锈钢管吗
嘉强三维管切设备的切割厚度范围较广,一般对于碳钢,可切割厚度在0.5-20mm左右;对于不锈钢,切割厚度在0.5-15mm左右;对于铝合金,切割厚度在0.5-10mm左右,具体范围会因设备型号和配置有所差异。在切割较薄管材(如0.5-3mm)时,要注意控制激光功率和切割速度,避免管材因过热而烧穿或变形,可适当提高切割速度,降低激光功率。同时,辅助气体压力也需精确调整,防止高压气体吹弯薄壁管材。切割中等厚度管材(3-8mm)时,要确保激光能量能够充分穿透管材,合理调整焦点位置,使切割面垂直且光滑。对于厚壁管材(8mm以上),由于切割难度较大,需要提高激光功率,降低切割速度,并且要保证辅助气体有足够的压力来吹走熔渣,防止熔渣在切割缝内堆积影响切割质量,同时要注意设备的冷却系统,确保长时间切割厚壁管材时设备不会因过热而出现故障。嘉强BS06K-CAT-3D三维管切头能切不锈钢管吗