商机详情 -
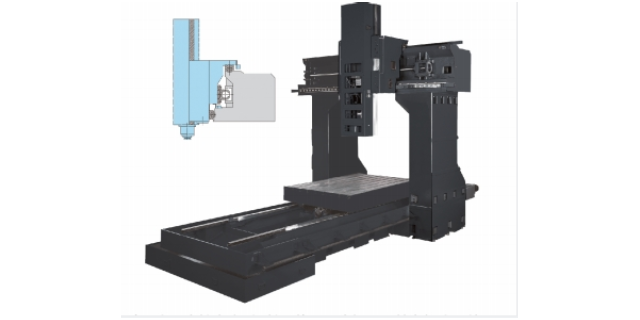
山东高速龙门加工中心
门加工中心丝杠调试的注意事项——检查丝杠的预紧力:丝杠的预紧力对丝杠的刚度和热变形有很大影响。预紧力过大,会导致丝杠寿命降低;预紧力过小,会导致丝杠刚度不足。因此,应根据厂家提供的参数和实际需要,调整丝杠的预紧力。检查丝杠的轴向窜动:丝杠的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量丝杠的轴向窜动,并根据厂家提供的参数和实际需要进行调整。检查丝杠的磨损情况:丝杠在使用过程中会产生磨损,影响其精度。在调试过程中,应检查丝杠表面是否有磨损痕迹,如有磨损,应及时更换。龙门加工中心采用高速主轴、快速进给、高速换刀等技术,提高了加工效率。山东高速龙门加工中心
龙门加工中心液压部件调试——液压泵站检查:检查液压泵站的安装位置是否正确,液压泵与电机之间的连接是否牢固,液压泵参数设置是否正确。液压阀组检查:检查液压阀组的安装位置是否正确,液压阀与液压泵之间的连接是否牢固,液压阀参数设置是否正确。液压缸检查:检查液压缸的安装位置是否正确,液压缸与液压阀之间的连接是否牢固,液压缸参数设置是否正确。龙门加工中心气动部件调试——气源处理装置检查:检查气源处理装置的安装位置是否正确,气源处理装置与气压表之间的连接是否牢固,气源处理装置参数设置是否正确。气动阀组检查:检查气动阀组的安装位置是否正确,气动阀与气源处理装置之间的连接是否牢固,气动阀参数设置是否正确。气缸检查:检查气缸的安装位置是否正确,气缸与气动阀之间的连接是否牢固,气缸参数设置是否正确。海口大型龙门加工中心龙门加工中心的冷却系统采用油冷和水冷相结合的方式,有效地降低了机床的热变形。

床身是龙门加工中心的基础部件,其结构直接影响到机床的稳定性和刚性。常见的床身结构有整体式、分体式和混合式三种。整体式床身结构是将床身与立柱、横梁等其他部件一次铸造成型,具有较高的刚性和稳定性,适用于大型龙门加工中心。分体式床身结构是将床身与立柱、横梁等其他部件分别制造,然后通过螺栓连接在一起,便于运输和安装,适用于中小型龙门加工中心。混合式床身结构是在整体式床身上增加分体式的加强筋,既保证了刚性和稳定性,又具有较好的可拆卸性。
龙门加工中心安装的试运行与验收——在设备空运行试验无异常后,进行实际加工试验,检查设备的加工精度和稳定性。对设备进行长时间连续运行试验,检查设备的稳定性和可靠性。对设备进行负荷运行试验,检查设备的承载能力和性能。在设备试运行过程中,如发现异常现象,应及时与供应商联系,解决问题后再进行验收。龙门加工中心的维护与保养——定期对设备进行清洁,保持设备的清洁和整洁。定期对设备进行润滑,确保设备的润滑系统正常工作。定期对设备进行检查,发现问题及时进行处理。定期对设备进行维修,确保设备的正常运行。龙门加工中心的刀库采用自动换刀系统,提高了加工效率,减少了人工干预。
龙门加工中心的电气系统是控制机床运动和加工的关键部分。电气系统的故障会导致机床无法正常工作,因此,应定期对电气系统进行检查和保养。首先,检查电气元件的工作状态,如有异常应及时更换。其次,检查电气线路的连接情况,如松动应及时紧固。较后,对电气系统进行清洁,消除灰尘、油污等杂物。龙门加工中心的液压、气动系统是实现机床运动和加工的重要部分。液压、气动系统的故障会导致机床无法正常工作,因此,应定期对液压、气动系统进行检查和保养。首先,检查液压、气动元件的工作状态,如有异常应及时更换。其次,检查液压、气动管路的连接情况,如松动应及时紧固。较后,对液压、气动系统进行清洁,消除灰尘、油污等杂物。龙门加工中心的床身、立柱、工作台等主要结构采用铸铁材料,经过热处理和精密加工,具有很高的刚性。呼和浩特轻型龙门加工中心
龙门加工中心控制系统采用了先进的硬件平台和软件算法,实现了高速高性能的控制。山东高速龙门加工中心
合理的加工工艺对保证龙门加工中心的表面质量具有重要意义。加工工艺包括铣削、车削、钻削、磨削等。在选择加工工艺时,要考虑以下几个方面——加工方法:根据工件的形状和尺寸,选择合适的加工方法。例如,对于平面零件,可以选择铣削或磨削;对于圆柱形零件,可以选择车削或磨削;对于孔加工,可以选择钻孔或镗孔等。工顺序:合理的加工顺序可以减少加工误差,提高加工精度。一般来说,应先进行粗加工,再进行精加工;先进行外圆加工,再进行内圆加工;先进行大尺寸加工,再进行小尺寸加工等。山东高速龙门加工中心