商机详情 -
郑州自动化卧式加工中心
卧式加工中心实现自动化加工的途径——采用自动换刀系统:自动换刀系统是卧式加工中心实现自动化加工的重要途径之一。自动换刀系统可以实现刀具的快速更换,减少了人工干预的时间,提高了加工效率。自动换刀系统主要包括刀库、换刀机械手、刀套等部分。刀库用于存放刀具,换刀机械手用于抓取和放置刀具,刀套用于固定刀具。当需要更换刀具时,数控系统会发出指令,换刀机械手根据指令抓取相应的刀具,并将其安装到主轴上,从而实现刀具的自动更换。采用自动测量系统:自动测量系统是卧式加工中心实现自动化加工的另一个重要途径。自动测量系统可以实时监测工件的尺寸和形状,并将数据传输给数控系统,从而实现对工件的自动测量和调整。自动测量系统主要包括测头、测量软件等部分。测头是用于接触工件并获取其尺寸和形状信息的装置,测量软件用于处理测头采集的数据,并将其传输给数控系统。通过自动测量系统,可以实现对工件的实时监控,确保加工精度。在卧式加工中心工作前,操作人员应对设备进行多方面检查,包括设备的外观、电气系统、液压系统等。郑州自动化卧式加工中心
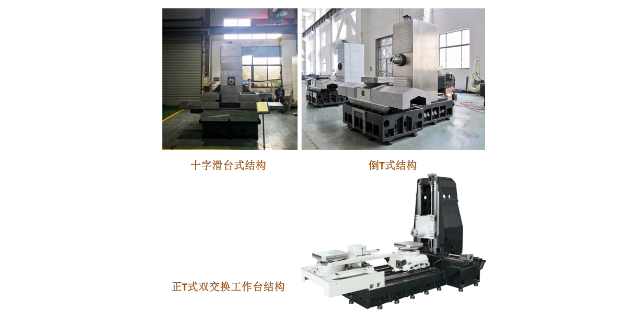
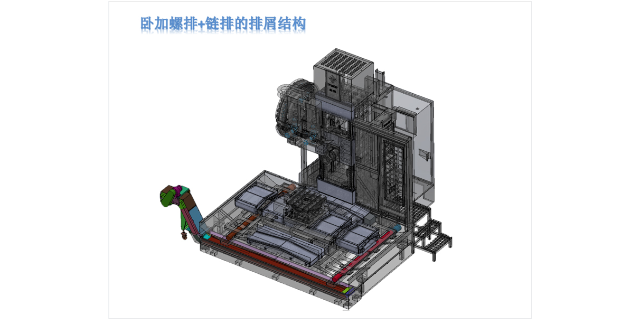
床身是卧式加工中心的基础部件,用于支撑和固定机床的各个部件。床身通常采用铸铁材料制成,具有良好的刚性和抗震性能。床身上的导轨用于引导刀具和工件的运动,保证加工精度。主轴箱是卧式加工中心的主要部件,主要用于安装主轴和主轴驱动装置。主轴是加工中心的主要切削部件,负责将电机的旋转运动转化为切削工具的直线运动。主轴驱动装置则负责控制主轴的转速和扭矩,以满足不同加工要求。工作台是卧式加工中心的主要承载部件,用于安装工件和夹具。工作台通常采用铸铁材料制成,具有良好的刚性和抗震性能。工作台上的T型槽用于安装夹具,方便工件的装夹和定位。刀库是卧式加工中心的刀具存储部件,用于存放各种切削工具。刀库通常采用链式结构,可以根据需要选择不同的刀具进行更换。刀库的容量和刀具的种类直接影响到加工中心的加工能力和效率。南宁组合加工中心操作卧式加工中心时,必须严格遵守操作规程,按照设备的使用说明书进行操作。
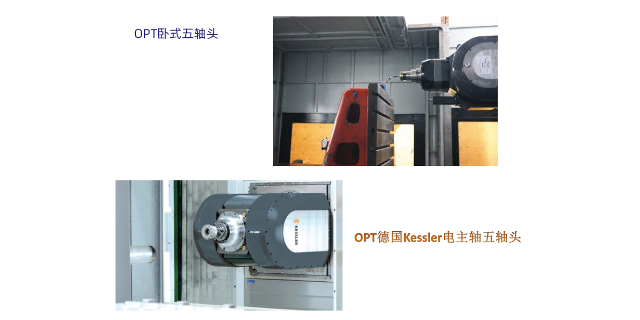
卧式加工中心:卧式加工中心的工作方式主要是通过工作台的移动来实现工件的进给和切削。工作台可以沿X轴、Y轴、Z轴三个方向移动,实现三轴联动。此外,卧式加工中心还可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。立式加工中心:立式加工中心的工作方式主要是通过主轴箱的移动来实现工件的进给和切削。主轴箱可以沿X轴、Y轴两个方向移动,实现两轴联动。此外,立式加工中心还可以通过主轴箱的旋转和工作台的移动来实现三轴联动,以满足复杂曲面零件的加工需求。
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。卧式加工中心可以实现高速切削,减少切削时间,降低能耗。
在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得工件产生热变形。热变形会导致工件尺寸发生变化,影响加工精度。特别是在精密加工领域,热变形对加工精度的影响尤为明显。因此,对工件进行有效的冷却是保证加工精度的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低工件的温度,从而减小热变形对加工精度的影响。同时,冷却液还可以润滑工件表面,减少摩擦,降低切削力,进一步提高加工精度。卧式加工中心的数控系统具有故障诊断功能,可以实时监测机床的工作状态,及时发现和处理故障。济南组合加工中心
卧式加工中心可以用于制造各种精密医疗器械,如手术器械、植入物等,保证医疗器械的安全性和可靠性。郑州自动化卧式加工中心
卧式加工中心的工作原理主要包括以下几个方面——数控编程:首先,根据工件的加工要求,编写数控程序。数控程序是一系列指令,用于控制机床的各个部件实现自动化加工。数控系统处理:数控系统接收到数控程序后,对程序进行处理,生成相应的控制信号。伺服驱动:数控系统将控制信号发送给伺服驱动器,伺服驱动器根据控制信号驱动伺服电机实现主轴、工作台等部件的精确运动。切削加工:主轴箱内的主轴带动刀具旋转,同时工作台带动工件移动,实现刀具与工件的相对运动,完成切削加工。自动换刀:在加工过程中,当需要更换刀具时,数控系统会控制刀库和机械手实现刀具的快速更换。郑州自动化卧式加工中心