商机详情 -
海口大型数控龙门加工中心
龙门加工中心调试前的准备工作——检查设备:在调试前,应先对龙门加工中心进行多方面检查,包括外观、电气、液压、气动等方面,确保设备无损坏、无泄漏、无松动等现象。准备工具:调试过程中需要使用各种工具,如扳手、螺丝刀、测量工具等,应提前准备好,以免影响调试进度。熟悉图纸:调试人员应熟悉龙门加工中心的机械结构、电气原理图、液压系统图等,以便在调试过程中能够迅速找到问题所在。制定调试计划:根据设备的具体情况,制定详细的调试计划,包括调试顺序、时间安排、人员分工等,确保调试工作有序进行。龙门加工中心的防护罩采用全封闭设计,保证了操作者的安全。海口大型数控龙门加工中心
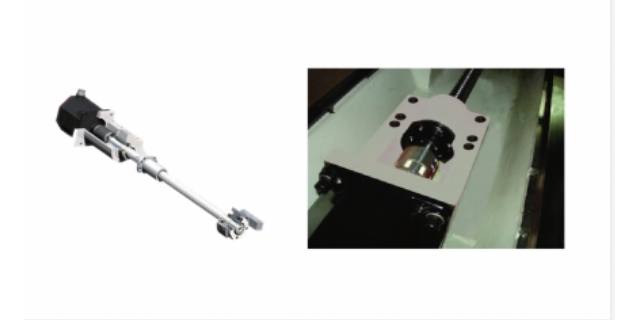
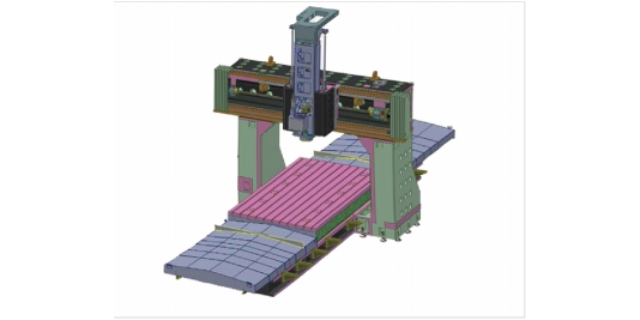
龙门加工中心主要由以下几个部分组成——机床主体:包括床身、立柱、横梁、工作台等结构,是整个机床的基础,承担着机床的重量和运动部件的支撑。主轴系统:包括主轴箱、主轴电机、主轴轴承、刀具夹持装置等,负责实现工件的旋转运动。进给系统:包括进给电机、进给丝杠、导轨、滑块等,负责实现工件的直线运动。控制系统:包括数控系统、伺服系统、电气系统等,负责对机床的运动进行控制和调节。辅助系统:包括液压系统、气动系统、冷却系统、润滑系统等,负责为机床提供动力和保障机床的正常运行。检测与反馈系统:包括传感器、编码器等,负责对机床的运动状态进行实时监测和反馈,以保证加工精度。沈阳数控大型龙门加工中心龙门加工中心采用高精度的测量设备,如光栅尺、激光测距仪等。
龙门加工中心的几何精确——定位精度:定位精度是指加工中心在加工过程中,刀具与工件之间的相对位置关系的准确性。定位精度的高低直接影响到加工零件的尺寸公差。为了保证定位精度,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。重复定位精度:重复定位精度是指加工中心在多次重复加工过程中,刀具与工件之间的相对位置关系的稳定性。重复定位精度高,说明加工中心在多次加工过程中,刀具与工件之间的相对位置关系保持稳定,有利于保证加工零件的尺寸公差。直线度误差:直线度误差是指加工中心在加工过程中,刀具与工件之间的运动轨迹与理论轨迹之间的偏差。直线度误差会影响到加工零件的尺寸公差和表面粗糙度。为了保证直线度误差,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。
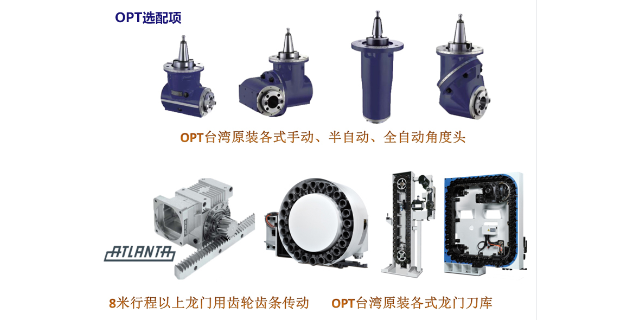
龙门加工中心安全操作注意事项——严格遵守操作规程:操作人员在操作龙门加工中心前,应熟悉机床的性能、结构、操作方法和注意事项,严格遵守操作规程,确保操作安全。穿戴防护用品:操作人员在操作龙门加工中心时,应穿戴好防护用品,如戴好安全帽、穿好防护服、戴好防护眼镜等,以防止切削液飞溅、铁屑飞溅等对人身造成伤害。检查设备:在操作龙门加工中心前,应对设备进行多方面检查,包括机床的电气系统、液压系统、气动系统等,确保设备处于良好的工作状态。安装工件和夹具:在安装工件和夹具时,应确保工件和夹具的安装牢固,防止在加工过程中发生松动或脱落,导致工件损坏或人身伤害。选择合适的刀具:在加工过程中,应根据工件的材料、形状、尺寸等因素,选择合适的刀具,并确保刀具的安装牢固。龙门加工中心采用先进的自动换刀、自动测量、自动润滑等装置,实现了高度自动化的加工过程。
龙门加工中心主轴调试的注意事项——检查主轴轴承的预紧力:主轴轴承的预紧力对主轴的刚度和热变形有很大影响。预紧力过大,会导致轴承寿命降低;预紧力过小,会导致主轴刚度不足。因此,应根据厂家提供的参数和实际需要,调整主轴轴承的预紧力。检查主轴的径向跳动:主轴的径向跳动会影响加工零件的圆度。在调试过程中,应使用千分表或百分表测量主轴的径向跳动,并根据厂家提供的参数和实际需要进行调整。检查主轴的轴向窜动:主轴的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量主轴的轴向窜动,并根据厂家提供的参数和实际需要进行调整。龙门加工中心的故障诊断系统能够快速定位故障原因,提高了维修效率。海口大型数控龙门加工中心
龙门加工中心采用了先进的设计理念和制造工艺,具有较高的可靠性。海口大型数控龙门加工中心
龙门加工中心道轨调试的注意事项——检查导轨的平行度:导轨的平行度会影响加工零件的平面度。在调试过程中,应使用千分表或百分表测量导轨的平行度,并根据厂家提供的参数和实际需要进行调整。检查导轨的直线度:导轨的直线度会影响加工零件的形状精度。在调试过程中,应使用千分表或百分表测量导轨的直线度,并根据厂家提供的参数和实际需要进行调整。检查导轨的磨损情况:导轨在使用过程中会产生磨损,影响其精度。在调试过程中,应检查导轨表面是否有磨损痕迹,如有磨损,应及时更换。海口大型数控龙门加工中心