商机详情 -
吉林零件龙门加工中心
刀具是龙门加工中心实现表面质量控制的关键因素之一。选择合适的刀具可以有效地提高加工效率,降低表面粗糙度。在选择刀具时,要考虑以下几个方面——刀具的材料:刀具材料应具有良好的硬度、耐磨性和抗塑性变形能力。高速钢、硬质合金、陶瓷等材料具有较高的硬度和耐磨性,适用于高速切削和重载切削。刀具的几何参数:刀具的几何参数包括前角、后角、主偏角、副偏角等。合理的刀具几何参数可以提高切削效率,降低表面粗糙度。一般来说,前角越大,切削力越小,表面粗糙度越低;后角越大,刀具寿命越长,但切削力和表面粗糙度会相应增大。龙门加工中心的导轨和主轴采用高精度制造工艺,保证了机床的精度和稳定性。吉林零件龙门加工中心

主轴传动系统是龙门加工中心的主要部件,负责将电机的旋转动力传递给主轴。主轴传动系统的设计需要考虑主轴的转速范围、扭矩输出、精度等因素。常见的主轴传动方式有齿轮传动、皮带传动和直驱电机传动三种。齿轮传动具有较高的传动效率和扭矩输出能力,但噪音较大;皮带传动具有较低的噪音和较高的精度,但传动效率较低;直驱电机传动具有较高的传动效率和精度,但成本较高。进给传动系统是龙门加工中心的辅助部件,负责将电机的旋转动力传递给工作台。进给传动系统的设计需要考虑进给速度范围、精度等因素。常见的进给传动方式有齿轮传动、皮带传动和直线电机传动三种。齿轮传动具有较高的传动效率和扭矩输出能力,但噪音较大;皮带传动具有较低的噪音和较高的精度,但传动效率较低;直线电机传动具有较高的传动效率和精度,但成本较高。成都多轴龙门加工中心龙门加工中心的夹具采用液压夹紧方式,具有较高的夹紧力和稳定性。
龙门加工中心丝杠调试的注意事项——检查丝杠的预紧力:丝杠的预紧力对丝杠的刚度和热变形有很大影响。预紧力过大,会导致丝杠寿命降低;预紧力过小,会导致丝杠刚度不足。因此,应根据厂家提供的参数和实际需要,调整丝杠的预紧力。检查丝杠的轴向窜动:丝杠的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量丝杠的轴向窜动,并根据厂家提供的参数和实际需要进行调整。检查丝杠的磨损情况:丝杠在使用过程中会产生磨损,影响其精度。在调试过程中,应检查丝杠表面是否有磨损痕迹,如有磨损,应及时更换。
龙门加工中心调试前的准备工作——检查设备:在调试前,应先对龙门加工中心进行多方面检查,包括外观、电气、液压、气动等方面,确保设备无损坏、无泄漏、无松动等现象。准备工具:调试过程中需要使用各种工具,如扳手、螺丝刀、测量工具等,应提前准备好,以免影响调试进度。熟悉图纸:调试人员应熟悉龙门加工中心的机械结构、电气原理图、液压系统图等,以便在调试过程中能够迅速找到问题所在。制定调试计划:根据设备的具体情况,制定详细的调试计划,包括调试顺序、时间安排、人员分工等,确保调试工作有序进行。龙门加工中心能够实现极高的加工精度,满足各种精密零件的加工需求。
在选购龙门加工中心之前,首先要明确企业的加工需求。这包括以下几个方面——加工工件的类型和尺寸:根据企业需要加工的工件类型(如模具、零件等)和尺寸,确定龙门加工中心的工作台尺寸、承重能力等参数。加工精度要求:根据企业对加工精度的要求,选择合适的龙门加工中心。一般来说,数控系统的性能越高,加工精度越高。加工效率要求:根据企业对加工效率的要求,选择合适的龙门加工中心。一般来说,主轴转速越高、进给速度越快的龙门加工中心加工效率越高。加工工艺要求:根据企业加工工艺的特点,选择合适的龙门加工中心。例如,对于需要进行多轴联动加工的工件,需要选择具有多轴功能的龙门加工中心。龙门加工中心的刀库采用自动换刀系统,提高了加工效率,减少了人工干预。长沙环保龙门加工中心
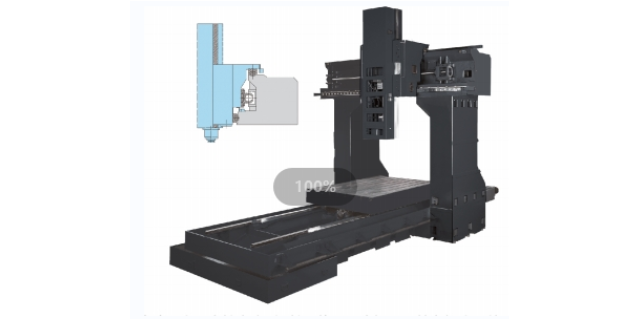
龙门加工中心是一种高效、高精度的数控机床。吉林零件龙门加工中心
龙门加工中心主要由以下几个部分组成——机床主体:包括床身、立柱、横梁、工作台等结构,是整个机床的基础,承担着机床的重量和运动部件的支撑。主轴系统:包括主轴箱、主轴电机、主轴轴承、刀具夹持装置等,负责实现工件的旋转运动。进给系统:包括进给电机、进给丝杠、导轨、滑块等,负责实现工件的直线运动。控制系统:包括数控系统、伺服系统、电气系统等,负责对机床的运动进行控制和调节。辅助系统:包括液压系统、气动系统、冷却系统、润滑系统等,负责为机床提供动力和保障机床的正常运行。检测与反馈系统:包括传感器、编码器等,负责对机床的运动状态进行实时监测和反馈,以保证加工精度。吉林零件龙门加工中心