商机详情 -
成都高速龙门加工中心
环保龙门加工中心采用了先进的节能技术,如变频调速、能量回馈等,有效地降低了设备的能耗。与传统的数控机床相比,环保龙门加工中心的能耗降低了30%以上。此外,环保龙门加工中心还采用了低噪音设计,减少了设备运行过程中产生的噪音污染。环保龙门加工中心采用了高速主轴、快速进给、高速切削等先进技术,提高了生产效率。与传统的数控机床相比,环保龙门加工中心的生产效率提高了50%以上。此外,环保龙门加工中心还具有自动换刀、自动测量等功能,进一步缩短了生产周期,提高了生产效率。控制系统是龙门加工中心的主要部件,主要用于控制机床的运动和加工过程。成都高速龙门加工中心

龙门加工中心采用先进的数控系统和伺服控制系统,实现了高精度的位置控制和速度控制。数控系统具有丰富的刀具补偿功能,可以根据刀具的长度、直径、磨损等因素进行精确补偿,保证加工精度。伺服控制系统采用高性能的伺服电机和编码器,实现高精度的速度反馈和位置反馈,保证加工过程中的速度和位置精度。此外,龙门加工中心还采用高精度的测量设备,如光栅尺、激光测距仪等,对加工过程进行实时监测和调整,确保加工精度。龙门加工中心采用先进的自动换刀、自动测量、自动润滑等装置,实现了高度自动化的加工过程。自动换刀装置可以根据程序指令自动选择刀具,实现快速换刀,减少人工干预,提高生产效率。自动测量装置可以对工件的尺寸、形状等进行实时测量,根据测量结果自动调整加工参数,保证加工精度。自动润滑装置可以根据刀具的使用情况和机床的工作状态,自动施加润滑油或冷却液,延长刀具和机床的使用寿命,降低故障率。江西轻型龙门加工中心龙门加工中心的床身、立柱、工作台等主要结构采用铸铁材料,经过热处理和精密加工,具有很高的刚性。
龙门加工中心控制系统采用了高度集成化的设计理念,将数控系统、伺服系统、检测系统等多个子系统高度集成在一个控制器中,实现了各个子系统之间的无缝连接和协同工作。这种高度集成化的设计方案,不仅降低了系统的复杂性,提高了系统的可靠性,而且使得整个控制系统的结构更加紧凑,便于安装和维护。龙门加工中心控制系统采用了先进的硬件平台和软件算法,实现了高速高性能的控制。在硬件方面,控制系统采用了高性能的处理器、大容量的内存和高速的通信接口,确保了系统的实时性和响应速度。在软件方面,控制系统采用了先进的控制算法和优化策略,实现了对加工过程的精确控制和高效调度。这种高速高性能的控制系统,不仅能够满足现代制造业对于高效率、高精度加工的需求,而且能够适应各种复杂加工任务的变化,具有很强的适应性和扩展性。
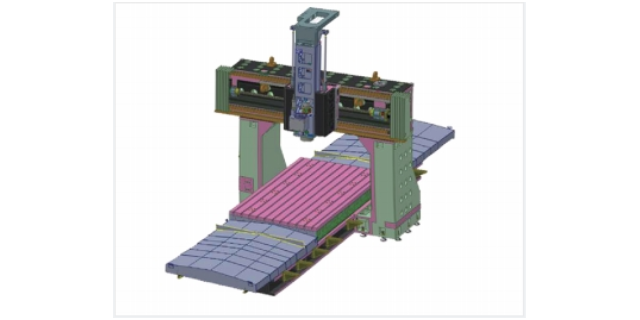
龙门加工中心主要由床身、工作台、立柱、横梁、主轴箱、刀库、数控系统等部分组成。其结构特点是工作台在三轴方向上具有较大的行程,可以实现大型零件的加工。同时,龙门加工中心具有较高的刚性和稳定性,能够承受较大的切削力和振动,保证加工过程的稳定性。龙门加工中心的精度等级是根据其加工零件的尺寸公差和表面粗糙度要求来划分的。一般来说,龙门加工中心的精度等级分为普通级、精密级和高精度级三个等级。普通级的精度较低,适用于一般零件的加工;精密级的精度较高,适用于对尺寸公差和表面粗糙度要求较高的零件加工;高精度级的精度较高,适用于对尺寸公差和表面粗糙度要求极高的零件加工。龙门加工中心的导轨是保证机床精度的重要部件。

龙门加工中心的几何精确——定位精度:定位精度是指加工中心在加工过程中,刀具与工件之间的相对位置关系的准确性。定位精度的高低直接影响到加工零件的尺寸公差。为了保证定位精度,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。重复定位精度:重复定位精度是指加工中心在多次重复加工过程中,刀具与工件之间的相对位置关系的稳定性。重复定位精度高,说明加工中心在多次加工过程中,刀具与工件之间的相对位置关系保持稳定,有利于保证加工零件的尺寸公差。直线度误差:直线度误差是指加工中心在加工过程中,刀具与工件之间的运动轨迹与理论轨迹之间的偏差。直线度误差会影响到加工零件的尺寸公差和表面粗糙度。为了保证直线度误差,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。龙门加工中心可以根据不同的加工需求,灵活调整加工参数,适应各种复杂零件的加工。江西轻型龙门加工中心
龙门加工中心的防护罩采用全封闭设计,保证了操作者的安全。成都高速龙门加工中心
多轴加工是指在一台机床上,通过多个单独的数控轴来实现对零件的加工。根据数控轴的数量和布局方式,多轴加工可以分为以下几类——两轴联动加工:两轴联动加工是指在一台机床上,通过两个数控轴(X轴和Y轴)来实现对零件的加工。这种加工方式可以实现平面内的任意轨迹运动,适用于复杂曲面零件的加工。三轴联动加工:三轴联动加工是指在一台机床上,通过三个数控轴(X轴、Y轴和Z轴)来实现对零件的加工。这种加工方式可以实现空间内的任意轨迹运动,适用于复杂空间曲面零件的加工。成都高速龙门加工中心