商机详情 -
河南金属龙门加工中心
龙门加工中心的几何精确——定位精度:定位精度是指加工中心在加工过程中,刀具与工件之间的相对位置关系的准确性。定位精度的高低直接影响到加工零件的尺寸公差。为了保证定位精度,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。重复定位精度:重复定位精度是指加工中心在多次重复加工过程中,刀具与工件之间的相对位置关系的稳定性。重复定位精度高,说明加工中心在多次加工过程中,刀具与工件之间的相对位置关系保持稳定,有利于保证加工零件的尺寸公差。直线度误差:直线度误差是指加工中心在加工过程中,刀具与工件之间的运动轨迹与理论轨迹之间的偏差。直线度误差会影响到加工零件的尺寸公差和表面粗糙度。为了保证直线度误差,龙门加工中心采用了高精度的导轨和丝杠,以及高精度的测量系统和反馈控制系统。龙门加工中心具有自动测量、自动润滑等功能,可以适应各种复杂零件的加工需求。河南金属龙门加工中心
龙门加工中心的刀具成本控制方法——合理选择刀具:在实际应用中,需要根据具体的加工要求和工件材料来选择合适的刀具。一般来说,硬质合金刀具具有较高的性价比,适用于大多数加工场合;陶瓷刀具具有优异的耐磨性和抗腐蚀性,适用于高速切削和精密加工;金刚石刀具具有极高的硬度和耐磨性,适用于超高速切削和特殊加工。通过合理选择刀具,可以有效降低刀具成本。优化刀具使用策略:在实际操作中,可以通过优化刀具使用策略来延长刀具寿命,从而降低刀具成本。例如,可以采用多刀共用的方式,减少换刀次数;可以采用预调刀的方式,减少试切时间;可以采用自动换刀的方式,提高生产效率。通过优化刀具使用策略,可以有效降低刀具成本。南京金属龙门加工中心龙门加工中心的运动部件需要定期润滑,以减少磨损和摩擦。
龙门加工中心丝杠调试的注意事项——检查丝杠的预紧力:丝杠的预紧力对丝杠的刚度和热变形有很大影响。预紧力过大,会导致丝杠寿命降低;预紧力过小,会导致丝杠刚度不足。因此,应根据厂家提供的参数和实际需要,调整丝杠的预紧力。检查丝杠的轴向窜动:丝杠的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量丝杠的轴向窜动,并根据厂家提供的参数和实际需要进行调整。检查丝杠的磨损情况:丝杠在使用过程中会产生磨损,影响其精度。在调试过程中,应检查丝杠表面是否有磨损痕迹,如有磨损,应及时更换。
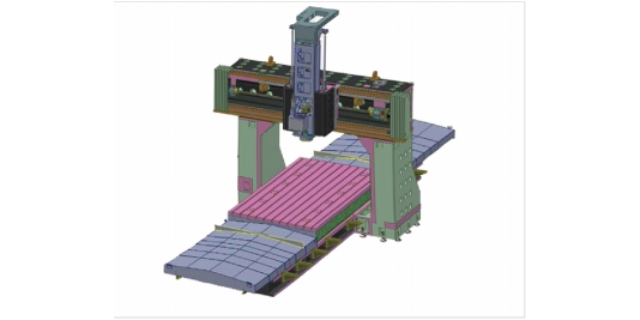
床身是龙门加工中心的基础部件,其结构直接影响到机床的稳定性和刚性。常见的床身结构有整体式、分体式和混合式三种。整体式床身结构是将床身与立柱、横梁等其他部件一次铸造成型,具有较高的刚性和稳定性,适用于大型龙门加工中心。分体式床身结构是将床身与立柱、横梁等其他部件分别制造,然后通过螺栓连接在一起,便于运输和安装,适用于中小型龙门加工中心。混合式床身结构是在整体式床身上增加分体式的加强筋,既保证了刚性和稳定性,又具有较好的可拆卸性。龙门加工中心的主轴转速高,进给速度快,能够满足高速加工的需求。

龙门加工中心调试前的准备工作——检查设备:在调试前,应先对龙门加工中心进行多方面检查,包括外观、电气、液压、气动等方面,确保设备无损坏、无泄漏、无松动等现象。准备工具:调试过程中需要使用各种工具,如扳手、螺丝刀、测量工具等,应提前准备好,以免影响调试进度。熟悉图纸:调试人员应熟悉龙门加工中心的机械结构、电气原理图、液压系统图等,以便在调试过程中能够迅速找到问题所在。制定调试计划:根据设备的具体情况,制定详细的调试计划,包括调试顺序、时间安排、人员分工等,确保调试工作有序进行。龙门加工中心的主要特点是结构稳定、刚性好、精度高,能够满足各种复杂零件的加工需求。西藏金属龙门加工中心
龙门加工中心可以实现多轴联动,一次装夹即可完成多个面的加工,提高了加工效率和精度。河南金属龙门加工中心
龙门加工中心调试步骤——机械部件调试:主轴箱调试:首先检查主轴箱的安装位置是否正确,然后调整主轴箱的垂直度,使其与工作台的垂直度误差在允许范围内。接着调整主轴箱的水平度,使其与工作台的水平度误差在允许范围内。较后检查主轴箱的润滑系统是否正常,确保主轴箱在运行过程中能够得到有效润滑。工作台调试:检查工作台的安装位置是否正确,然后调整工作台的垂直度和水平度,使其与主轴箱的垂直度和水平度误差在允许范围内。接着检查工作台的导轨润滑系统是否正常,确保工作台在运行过程中能够得到有效润滑。传动部件调试:检查传动部件的安装位置是否正确,然后调整传动部件的间隙,使其在运行过程中能够正常传递动力。接着检查传动部件的润滑系统是否正常,确保传动部件在运行过程中能够得到有效润滑。河南金属龙门加工中心