商机详情 -
济南大型五轴联动加工机
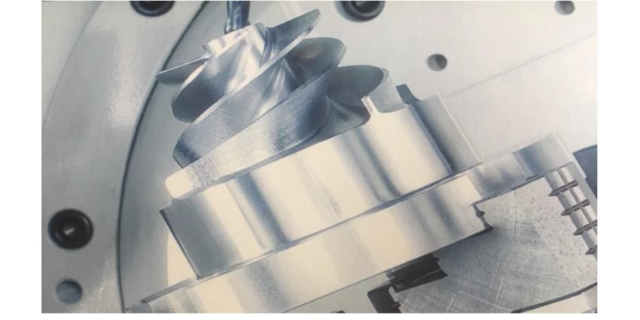
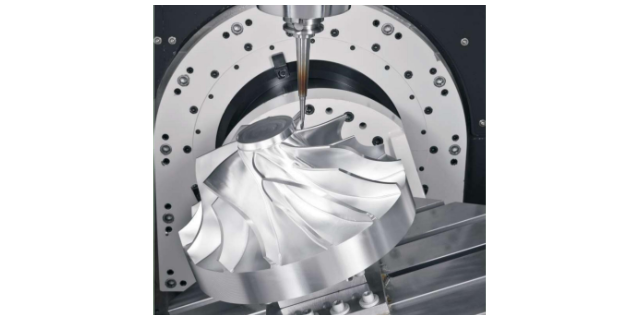
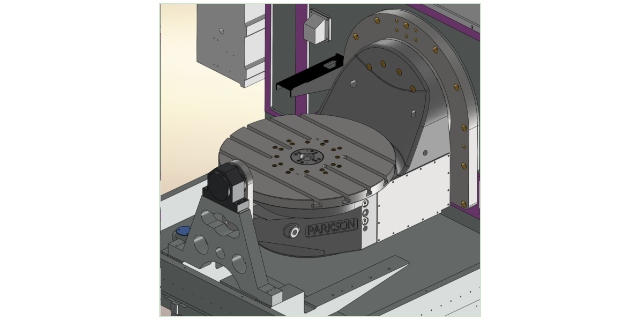
五轴联动加工机:五轴联动加工机是一种具有五个可编程轴的数控机床,它可以同时控制五个轴的运动,实现复杂曲面零件的加工。五轴联动加工机的结构主要包括主轴箱、工作台、数控系统、伺服电机等部件。五轴联动加工机的加工精度远高于传统加工机。由于五轴联动加工机可以同时控制五个轴的运动,可以实现更复杂的曲面零件加工,因此其加工精度可以达到亚微米级。而传统加工机的加工精度一般在微米级别。五轴联动加工机的加工效率也远高于传统加工机。由于五轴联动加工机可以实现复杂曲面零件的一次性加工,避免了多次装夹和定位,因此其加工效率比传统加工机高出很多。此外,五轴联动加工机还可以实现高速切削,进一步提高了加工效率。五轴联动加工中心具有很高的材料利用率。济南大型五轴联动加工机
数控五轴联动加工机的较大优点就是精度高。传统的三轴数控机床只能实现三个坐标轴的联动加工,而五轴联动加工机可以实现五个坐标轴的联动加工,使得加工过程中的刀具轨迹更加复杂,从而提高了加工精度。此外,五轴联动加工机还可以通过数控系统对刀具的位置、速度和加速度进行精确控制,进一步提高加工精度。数控五轴联动加工机的第二个优点是效率高。由于五轴联动加工机可以实现多个坐标轴的联动加工,使得加工过程中的刀具轨迹更加复杂,从而提高了加工效率。此外,五轴联动加工机还可以通过数控系统对刀具的位置、速度和加速度进行精确控制,进一步提高加工效率。与传统的三轴数控机床相比,五轴联动加工机的加工效率可以提高30%以上。广州模具五轴联动加工机五轴联动加工机具有自动碰撞检测功能,避免了机床和刀具的损坏。
伺服系统是五轴联动加工机的一个主要部分,它负责将数控系统的控制信号转换为机械运动。伺服系统的主要组成部分包括:伺服电机、驱动器、编码器等。伺服系统的工作原理如下:首先,数控系统生成的控制信号经过驱动器放大后,驱动伺服电机旋转。伺服电机的旋转运动通过减速器和联轴器传递到机床的各个轴。同时,编码器对伺服电机的旋转角度进行实时监测,并将监测到的角度信息反馈给数控系统。数控系统根据反馈的角度信息,对伺服电机的运动进行精确控制。此外,伺服系统还需要具备速度反馈功能,以便在出现速度异常时及时进行调整。
五轴联动加工机可以实现高精度、高稳定性的加工,保证了加工质量。由于五轴联动加工机可以实现多个坐标轴的联动控制,使得刀具在加工过程中可以在空间内进行任意角度的旋转和移动,从而避免了传统三轴数控机床在加工过程中可能出现的干涉和振动现象,提高了加工质量。五轴联动加工机可以实现一次性完成复杂曲面零件的加工,减少了加工过程中的中间环节,降低了生产成本。同时,五轴联动加工机的加工速度和进给速度都比传统的三轴数控机床有明显的提高,进一步提高了生产效率,降低了生产成本。五轴联动加工机具有自动排屑功能,减少了加工过程中的环境污染。
影响五轴联动加工机加工速度的因素——刀具材料:刀具材料对五轴联动加工机的加工速度有很大影响。一般来说,硬质合金刀具的切削速度比高速钢刀具高,因此硬质合金刀具在五轴联动加工机上的加工速度更快。此外,刀具材料的耐磨性、抗热性、抗氧化性等性能也会影响刀具的使用寿命,从而影响加工速度。刀具几何形状:刀具几何形状对五轴联动加工机的加工速度也有很大影响。一般来说,刀具的前角越大,切削力越小,切削速度越高;刀具的主偏角越小,切削力越小,切削速度越高。因此,合理选择刀具几何形状可以提高五轴联动加工机的加工速度。切削参数:切削参数是影响五轴联动加工机加工速度的重要因素。切削参数包括切削深度、切削宽度、切削速度、进给速度等。切削深度和切削宽度的增加会降低切削速度,而进给速度的增加会提高切削速度。因此,合理选择切削参数可以提高五轴联动加工机的加工速度。五轴联动加工机的传动装置主要包括滚珠丝杠、直线导轨等部件。西安模具五轴联动加工机
五轴联动加工机具有五个可单独控制的轴,可以实现复杂曲面的加工。济南大型五轴联动加工机
五轴联动加工机床是一种高度复杂的机电一体化设备,其能耗主要包括机械能、电能和热能。其中,机械能是五轴联动加工机床的主要能耗,主要用于驱动刀具进行切削运动;电能主要用于驱动伺服电机、电气系统等;热能则主要来源于机床的摩擦、振动、散热等过程。五轴联动加工机床的能耗特点主要表现在以下几个方面——能耗与加工精度密切相关。加工精度越高,切削力越大,能耗越高。能耗与切削速度密切相关。切削速度越高,刀具磨损越快,能耗越高。能耗与切削条件密切相关。切削条件包括刀具材料、刀具几何参数、工件材料、切削液等,不同的切削条件会导致能耗差异较大。能耗与机床结构、控制系统等因素密切相关。机床结构、控制系统的优化可以降低能耗。济南大型五轴联动加工机