商机详情 -
上海金属卧式加工中心
卧式加工中心的操作步骤——开机前准备:检查机床各部分是否完好,如有异常应及时报告维修人员进行处理。检查机床的润滑油、冷却液等液体是否充足,如不足应及时添加。检查刀具是否安装牢固,刀具长度是否符合加工要求。检查工件和夹具是否安装牢固,工件表面是否有油污、锈蚀等现象。根据加工任务,选择合适的刀具和切削参数。开机操作:打开机床电源,启动数控系统。检查数控系统显示屏上的各项参数是否正常,如有问题应及时进行调整。按照加工程序的要求,设置工件坐标系。将刀具安装到主轴上,调整刀具的高度和长度。将工件和夹具安装到工作台上,调整工件的位置和夹紧力。卧式加工中心的工作台通常采用线性导轨,具有较高的精度和稳定性。上海金属卧式加工中心

大型卧式加工中心普遍应用于航空、航天、汽车、模具、电子、精密机械等领域,具有以下主要应用——复杂零件的加工:大型卧式加工中心具有高精度、高刚性和高自动化的特点,可以满足复杂零件的高精度加工需求。大批量零件的生产:大型卧式加工中心的高效率和高自动化特点,使其成为大批量零件生产的理想设备。模具制造:大型卧式加工中心在模具制造领域具有普遍的应用,可以实现复杂模具的高精度加工和快速制造。精密零件的加工:大型卧式加工中心的高精度和高刚性特点,使其成为精密零件加工的理想设备。上海金属卧式加工中心在卧式加工中心工作前,操作人员应对设备进行多方面检查,包括设备的外观、电气系统、液压系统等。
大型卧式加工中心具有以下明显的性能特点——高刚性:大型卧式加工中心采用强度高的铸铁材料制成的床身,具有良好的刚性和抗震性,确保机床在高速切削过程中的稳定性。高精度:大型卧式加工中心采用高精度的滑动导轨结构和高速电主轴,实现对工件的高精度加工。同时,数控系统的高性能计算机控制系统,确保了机床的高速、高精度控制。高自动化:大型卧式加工中心采用自动换刀系统和自动测量系统,实现了对刀具和工件的自动更换和测量,提高了生产效率。高灵活性:大型卧式加工中心采用模块化设计,可以根据不同的加工需求,灵活配置各种功能模块,满足各种复杂零件的加工需求。
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。卧式加工中心是一种以卧式布局为基础的数控机床,主要用于加工箱体类、盘类、板类等复杂零件。
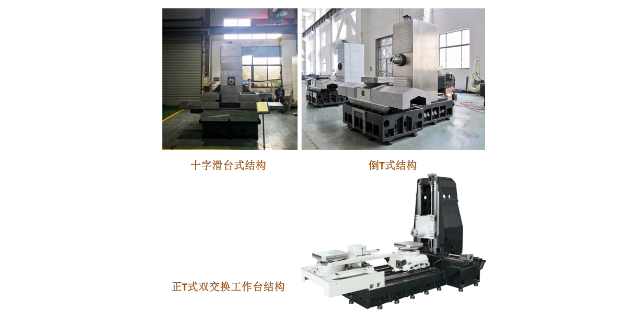
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心的加工精度较高。同时,卧式加工中心的刚性较好,能够承受较大的切削力和扭矩。但是,卧式加工中心的切削速度较低,生产效率相对较低。卧式加工中心的结构特点是主轴水平布置,工作台呈水平状态,适用于大型零件的加工。上海金属卧式加工中心
卧式加工中心具有高速、高精度、高自动化程度等特点。上海金属卧式加工中心
小型卧式加工中心采用了先进的节能技术,如变频调速、伺服驱动等,有效降低了机床的能耗。此外,机床还采用了封闭式结构设计,减少了切削液的飞溅和热量的损失,提高了能源利用率。这些节能环保的设计使得小型卧式加工中心在生产过程中,既能保证加工质量,又能降低能耗,实现绿色生产。小型卧式加工中心采用了模块化设计,各个部件和系统都具有较高的单独性。这使得机床在出现故障时,可以快速定位故障原因,便于维修。同时,模块化设计还可以降低维修成本,提高机床的使用寿命。此外,小型卧式加工中心还采用了先进的故障诊断技术,可以实时监测机床的工作状态,提前预警潜在的故障,避免生产事故的发生。上海金属卧式加工中心