商机详情 -
新疆五轴龙门加工中心
龙门加工中心配备有自动测量装置,可以实现对工件尺寸的自动测量和误差补偿。通过实时监测和调整,可以保证加工精度的稳定性和一致性。龙门加工中心采用数控系统,可以实现对机床的全自动化控制。通过编程,可以实现对机床的运动轨迹、速度、进给量等参数的精确控制,满足各种复杂零件的加工需求。龙门加工中心的人机交互界面友好,操作简便。通过触摸屏或键盘输入,可以实现对机床的各种参数的设置和调整,方便操作者进行操作和管理。龙门加工中心具有完善的故障诊断和维修功能。通过数控系统的故障诊断模块,可以对机床的故障进行实时监测和诊断,方便维修人员进行维修和保养。龙门加工中心的自动排屑系统能够有效地清理切削屑,保持机床的清洁。新疆五轴龙门加工中心

主轴和刀库是龙门加工中心的重要组成部分,其性能直接影响到加工中心的加工效率和刀具更换的便捷性。因此,在选购龙门加工中心时,要选择合适的主轴和刀库。主轴类型:主轴的类型主要有直驱式主轴和皮带式主轴。直驱式主轴具有较高的刚性和较低的热变形,适用于高速、高精度的加工;皮带式主轴成本较低,适用于中低速、低精度的加工。主轴转速:主轴转速越高,加工效率越高。但是,主轴转速过高会导致刀具磨损加快,影响刀具寿命。因此,要根据企业的实际加工需求选择合适的主轴转速。刀库类型:刀库的类型主要有机械式刀库和斗笠式刀库。机械式刀库存放刀具数量较少,换刀时间较长;斗笠式刀库存放刀具数量较多,换刀时间较短。要根据企业的实际刀具使用情况选择合适的刀库类型。太原五轴龙门加工中心龙门加工中心的自动润滑系统能够定时对机床进行润滑,延长机床的使用寿命。
多轴加工是指在一台机床上,通过多个单独的数控轴来实现对零件的加工。根据数控轴的数量和布局方式,多轴加工可以分为以下几类——两轴联动加工:两轴联动加工是指在一台机床上,通过两个数控轴(X轴和Y轴)来实现对零件的加工。这种加工方式可以实现平面内的任意轨迹运动,适用于复杂曲面零件的加工。三轴联动加工:三轴联动加工是指在一台机床上,通过三个数控轴(X轴、Y轴和Z轴)来实现对零件的加工。这种加工方式可以实现空间内的任意轨迹运动,适用于复杂空间曲面零件的加工。
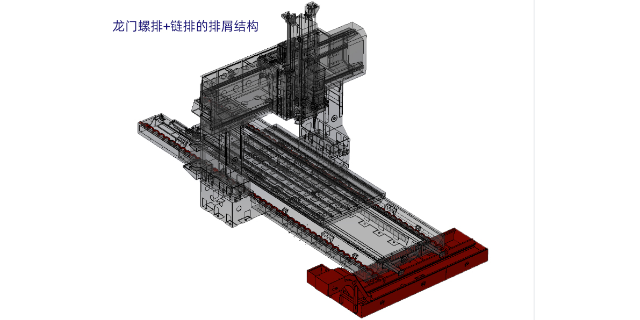
龙门加工中心丝杠调试的注意事项——检查丝杠的预紧力:丝杠的预紧力对丝杠的刚度和热变形有很大影响。预紧力过大,会导致丝杠寿命降低;预紧力过小,会导致丝杠刚度不足。因此,应根据厂家提供的参数和实际需要,调整丝杠的预紧力。检查丝杠的轴向窜动:丝杠的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量丝杠的轴向窜动,并根据厂家提供的参数和实际需要进行调整。检查丝杠的磨损情况:丝杠在使用过程中会产生磨损,影响其精度。在调试过程中,应检查丝杠表面是否有磨损痕迹,如有磨损,应及时更换。龙门加工中心采用全封闭的防护罩和冷却系统,有效防止切削液和切屑对环境的污染。

龙门加工中心主轴调速的控制策略——恒线速度控制:恒线速度控制是指在加工过程中,保持刀具与工件接触点的线速度恒定。这种控制策略可以有效地提高加工精度和表面质量。在恒线速度控制中,需要根据刀具的材料和磨损情况,选择合适的线速度参数。同时,还需要对主轴转速进行实时调整,以保持线速度恒定。恒功率控制:恒功率控制是指在加工过程中,保持主轴功率恒定。这种控制策略可以有效地保护刀具和工件,延长刀具的使用寿命。在恒功率控制中,需要根据刀具的材料和磨损情况,选择合适的功率参数。同时,还需要对主轴转速进行实时调整,以保持功率恒定。自适应控制:自适应控制是一种先进的主轴调速控制策略,它可以根据加工过程中的实际情况,自动调整主轴转速。在自适应控制中,需要对刀具的材料、磨损情况、切削力等因素进行实时监测和分析,以实现对主轴转速的精确调整。自适应控制在提高加工精度和效率方面具有明显优势。龙门加工中心的编程采用图形化界面,便于操作者快速掌握。新疆五轴龙门加工中心
龙门加工中心采用先进的数控系统和伺服控制系统,实现了高精度的位置控制和速度控制。新疆五轴龙门加工中心
龙门加工中心安装场地的选择——选择平整、坚实的地面作为安装场地,避免在有振动、冲击的地方安装。选择通风良好、温度适宜的环境,避免在高温、潮湿的环境中安装。选择电源稳定、电压合适的场所,避免在电压波动大的地方安装。选择空间宽敞、便于操作的场地,避免在空间狭小、操作不便的地方安装。龙门加工中心安装地基的处理——对安装场地进行平整,确保地面水平度误差在0.02mm/m以内。在地面上铺设一层厚度为50mm以上的橡胶垫,以减少机床运行时产生的振动。在橡胶垫上铺设一层厚度为50mm以上的钢板,以增加机床的稳定性。在钢板上铺设一层厚度为50mm以上的砂土,以进一步减少机床运行时产生的振动。新疆五轴龙门加工中心