商机详情 -
太原双主轴龙门加工中心
龙门加工中心主轴调速的控制策略——恒线速度控制:恒线速度控制是指在加工过程中,保持刀具与工件接触点的线速度恒定。这种控制策略可以有效地提高加工精度和表面质量。在恒线速度控制中,需要根据刀具的材料和磨损情况,选择合适的线速度参数。同时,还需要对主轴转速进行实时调整,以保持线速度恒定。恒功率控制:恒功率控制是指在加工过程中,保持主轴功率恒定。这种控制策略可以有效地保护刀具和工件,延长刀具的使用寿命。在恒功率控制中,需要根据刀具的材料和磨损情况,选择合适的功率参数。同时,还需要对主轴转速进行实时调整,以保持功率恒定。自适应控制:自适应控制是一种先进的主轴调速控制策略,它可以根据加工过程中的实际情况,自动调整主轴转速。在自适应控制中,需要对刀具的材料、磨损情况、切削力等因素进行实时监测和分析,以实现对主轴转速的精确调整。自适应控制在提高加工精度和效率方面具有明显优势。龙门加工中心是一种高效、高精度的数控机床。太原双主轴龙门加工中心
保持龙门加工中心的清洁是维护保养工作的基础。在日常工作中,应注意对机床表面的清洁,定期消除切削液、切屑等杂物,防止杂物进入机床内部,影响机床的正常运行。同时,还应定期对机床内部的润滑系统进行清洗,确保润滑油的清洁度,保证润滑系统的正常工作。定期对龙门加工中心进行检查,是预防故障发生的重要手段。检查内容主要包括——主轴箱:检查主轴轴承的磨损情况,及时更换磨损严重的轴承;检查主轴箱内润滑油的液位,确保润滑油的充足;检查主轴箱内的传动带的松紧程度,及时调整传动带的松紧。工作台:检查工作台导轨的磨损情况,及时更换磨损严重的导轨;检查工作台液压系统的泄漏情况,及时修复泄漏部位;检查工作台的平衡状况,确保工作台的稳定运行。刀库:检查刀库内刀具的数量和质量,确保刀具的充足和锋利;检查刀库的传动装置,确保传动装置的正常工作;检查刀库的润滑系统,确保润滑系统的正常工作。数控系统:检查数控系统的运行状态,确保数控系统的正常工作;检查数控系统的参数设置,确保参数设置的正确性;检查数控系统的硬件设备,确保硬件设备的正常工作。太原双主轴龙门加工中心龙门加工中心的刀具采用硬质合金材料,具有较高的硬度和耐磨性,保证了加工质量。

龙门加工中心控制系统采用了先进的人工智能技术,实现了对加工过程的智能监控和智能调度。通过采集加工过程中的各种参数和状态信息,控制系统能够实时地对加工过程进行分析和判断,自动调整加工参数和控制策略,以保证加工过程的稳定性和加工质量。此外,控制系统还具有故障诊断和预警功能,能够在发生故障时及时报警,并指导操作人员进行故障排除,提高了设备的可用性和安全性。龙门加工中心控制系统采用了先进的网络通信技术,实现了与上位机、下位机以及其他设备之间的数据交换和信息共享。通过网络通信,控制系统能够实现远程监控、远程诊断和远程维护等功能,提高了设备的管理效率和使用便捷性。此外,通过网络通信,控制系统还能够实现与其他生产管理系统的无缝对接,实现生产过程的自动化和信息化,提高生产效率和管理水平。
龙门加工中心的床身、立柱、工作台、横梁等主要结构采用强度高的铸铁材料,经过热处理和精密加工,具有很高的刚性。这种高刚性结构使得龙门加工中心在承受重负荷切削时,能够保持稳定的加工精度和表面质量,减少振动和变形。同时,高刚性结构还有利于提高刀具的使用寿命,降低切削力,提高加工效率。龙门加工中心采用高速主轴、快速进给、高速换刀等技术,提高了加工效率。高速主轴采用陶瓷轴承,具有高转速、低摩擦、长寿命等优点,能够满足高速切削的需求。快速进给采用直线电机或滚珠丝杠驱动,具有较高的加速度和减速度,能够在较短的时间内完成工件的移动。高速换刀采用气动或液压驱动,实现快速、平稳的换刀过程,减少非加工时间。龙门加工中心具有较强的适应性,可以满足各种复杂零件的加工需求。
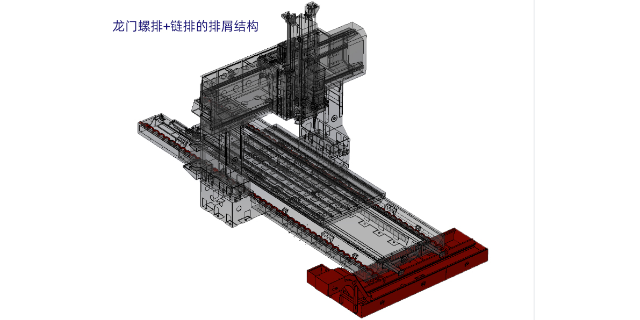
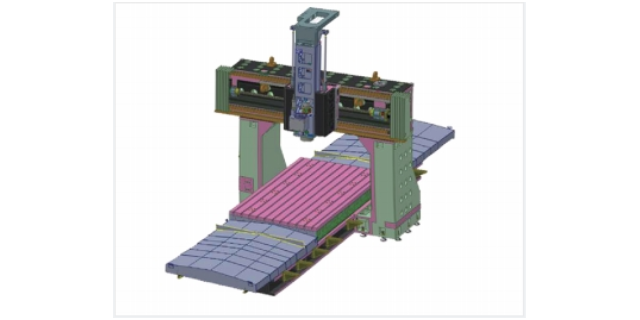
龙门加工中心主要由以下几个部分组成——机床主体:包括床身、立柱、横梁、工作台等结构,是整个机床的基础,承担着机床的重量和运动部件的支撑。主轴系统:包括主轴箱、主轴电机、主轴轴承、刀具夹持装置等,负责实现工件的旋转运动。进给系统:包括进给电机、进给丝杠、导轨、滑块等,负责实现工件的直线运动。控制系统:包括数控系统、伺服系统、电气系统等,负责对机床的运动进行控制和调节。辅助系统:包括液压系统、气动系统、冷却系统、润滑系统等,负责为机床提供动力和保障机床的正常运行。检测与反馈系统:包括传感器、编码器等,负责对机床的运动状态进行实时监测和反馈,以保证加工精度。龙门加工中心采用全封闭的防护罩和冷却系统,有效防止切削液和切屑对环境的污染。重庆模具龙门加工中心
龙门加工中心的主要特点是结构稳定、刚性好、精度高,能够满足各种复杂零件的加工需求。太原双主轴龙门加工中心
合理的加工工艺对保证龙门加工中心的表面质量具有重要意义。加工工艺包括铣削、车削、钻削、磨削等。在选择加工工艺时,要考虑以下几个方面——加工方法:根据工件的形状和尺寸,选择合适的加工方法。例如,对于平面零件,可以选择铣削或磨削;对于圆柱形零件,可以选择车削或磨削;对于孔加工,可以选择钻孔或镗孔等。工顺序:合理的加工顺序可以减少加工误差,提高加工精度。一般来说,应先进行粗加工,再进行精加工;先进行外圆加工,再进行内圆加工;先进行大尺寸加工,再进行小尺寸加工等。太原双主轴龙门加工中心