商机详情 -
乌鲁木齐大型数控龙门加工中心
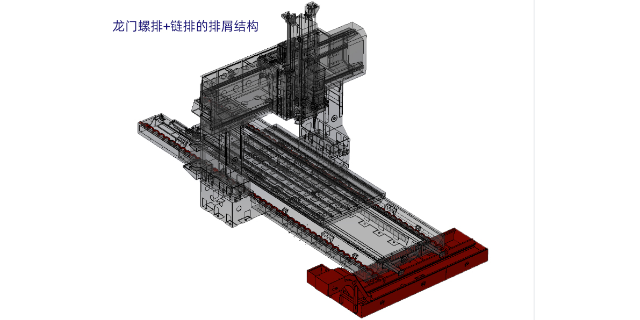
龙门加工中心是一种具有龙门式结构的数控机床,主要由床身、工作台、立柱、横梁、主轴箱、刀库、数控系统等部分组成。其工作原理是通过数控系统对各部分进行控制,实现工件的自动加工。床身:床身是龙门加工中心的基座,用于支撑整个机床的重量和承受切削力。工作台:工作台是用于安装工件和夹具的平台,可以沿X轴、Y轴、Z轴三个方向移动。立柱:立柱是连接床身和横梁的结构,用于支撑横梁和主轴箱。横梁:横梁是连接立柱和主轴箱的结构,用于支撑主轴箱和刀库。主轴箱:主轴箱是用于安装主轴和刀具的结构,可以实现主轴的高速旋转。刀库:刀库是用于存放刀具的结构,可以根据需要自动更换刀具。数控系统:数控系统是龙门加工中心的主要部分,负责对各部分进行控制,实现工件的自动加工。龙门加工中心控制系统采用了先进的硬件平台和软件算法,实现了高速高性能的控制。乌鲁木齐大型数控龙门加工中心
环保龙门加工中心采用了高精度的滚珠丝杠、直线导轨等传动部件,确保了设备的加工精度。与传统的数控机床相比,环保龙门加工中心的加工精度提高了20%以上。此外,环保龙门加工中心还具有自动测量、自动补偿等功能,进一步提高了加工精度。环保龙门加工中心采用了模块化设计,可以根据用户的需求进行定制。用户可以根据自己的生产需求,选择不同的功能模块,实现一机多用。此外,环保龙门加工中心还具有自动编程、自动排料等功能,进一步提高了生产的灵活性。环保龙门加工中心采用了人性化的设计,使操作更加简便。环保龙门加工中心的操作系统采用了触摸屏设计,使操作界面更加直观、易操作。此外,环保龙门加工中心还具有故障自诊断、故障报警等功能,方便用户及时了解设备的运行状态,提高设备的使用效率。武汉轻型龙门加工中心龙门加工中心采用先进的数控系统和伺服控制系统,实现了高精度的位置控制和速度控制。

龙门加工中心主轴调速的方法——机械调速:机械调速是通过改变传动比来实现主轴转速的调整。在龙门加工中心中,常用的机械调速方式有齿轮传动、皮带传动等。齿轮传动结构简单,传动精度高,但传动效率较低;皮带传动传动效率高,但传动精度较低。因此,在选择机械调速方式时,需要根据实际加工需求进行选择。变频调速:变频调速是通过改变电机的工作频率来实现主轴转速的调整。变频调速具有调速范围广、调速精度高、启动平稳等优点。在龙门加工中心中,变频调速已经成为主流的调速方式。变频调速系统主要由变频器、电机、编码器等组成。变频器通过对电机工作频率的调节,实现主轴转速的调整;编码器用于检测主轴的实际转速,将实际转速反馈给变频器,实现闭环控制,进一步提高调速精度。矢量控制调速:矢量控制调速是一种先进的变频调速技术,它可以实现对电机转矩和转速的同时控制。在龙门加工中心中,矢量控制调速可以实现更精确的主轴转速调整,提高加工精度和效率。矢量控制调速系统主要由变频器、电机、编码器、矢量控制器等组成。矢量控制器通过对电机电流和电压的实时检测,实现对电机转矩和转速的同时控制,从而实现对主轴转速的精确调整。
刀具是龙门加工中心实现表面质量控制的关键因素之一。选择合适的刀具可以有效地提高加工效率,降低表面粗糙度。在选择刀具时,要考虑以下几个方面——刀具的材料:刀具材料应具有良好的硬度、耐磨性和抗塑性变形能力。高速钢、硬质合金、陶瓷等材料具有较高的硬度和耐磨性,适用于高速切削和重载切削。刀具的几何参数:刀具的几何参数包括前角、后角、主偏角、副偏角等。合理的刀具几何参数可以提高切削效率,降低表面粗糙度。一般来说,前角越大,切削力越小,表面粗糙度越低;后角越大,刀具寿命越长,但切削力和表面粗糙度会相应增大。龙门加工中心具有较强的适应性,可以满足各种复杂零件的加工需求。

环保龙门加工中心在制造过程中,采用了环保材料,如不锈钢、铝合金等,减少了对环境的影响。此外,环保龙门加工中心在生产过程中,还采用了低噪音、低振动等技术,减少了设备运行过程中产生的噪音和振动污染。环保龙门加工中心采用了紧凑型设计,使设备占地面积更小。与传统的数控机床相比,环保龙门加工中心的占地面积减少了30%以上。此外,环保龙门加工中心还具有自动排屑、自动清洁等功能,进一步节省了空间。环保龙门加工中心的高效、节能、高精度等特点,使用户的生产成本得到了有效降低。与传统的数控机床相比,环保龙门加工中心的生产成本降低了20%以上。此外,环保龙门加工中心的高可靠性、低维护成本等特点,也进一步降低了用户的生产成本。龙门加工中心采用自动换刀、自动测量、自动排屑等功能。武汉轻型龙门加工中心
龙门加工中心采用了先进的数控系统和精密的传动装置,能够实现高精度的加工。乌鲁木齐大型数控龙门加工中心
合理的加工工艺对保证龙门加工中心的表面质量具有重要意义。加工工艺包括铣削、车削、钻削、磨削等。在选择加工工艺时,要考虑以下几个方面——加工方法:根据工件的形状和尺寸,选择合适的加工方法。例如,对于平面零件,可以选择铣削或磨削;对于圆柱形零件,可以选择车削或磨削;对于孔加工,可以选择钻孔或镗孔等。工顺序:合理的加工顺序可以减少加工误差,提高加工精度。一般来说,应先进行粗加工,再进行精加工;先进行外圆加工,再进行内圆加工;先进行大尺寸加工,再进行小尺寸加工等。乌鲁木齐大型数控龙门加工中心