商机详情 -
广东国产立式加工中心
刀具材料是决定刀具性能的关键因素。在选择立式加工中心刀具时,应根据加工材料的性质和要求选择合适的刀具材料。常用的刀具材料有高速钢、硬质合金、陶瓷和金刚石等。高速钢具有较高的硬度和耐磨性,适用于切削速度较低的场合;硬质合金具有较高的硬度和耐磨性,适用于切削速度较高的场合;陶瓷刀具具有极高的硬度和耐磨性,适用于高速切削和精密加工;金刚石刀具具有极高的硬度和导热性,适用于非铁金属和非金属材料的加工。刀具形状对加工质量和效率具有重要影响。在选择立式加工中心刀具时,应根据加工零件的形状和尺寸选择合适的刀具形状。常用的刀具形状有平面铣刀、球头铣刀、角铣刀、圆鼻铣刀、槽铣刀、齿轮铣刀等。平面铣刀主要用于平面加工;球头铣刀主要用于曲面加工;角铣刀主要用于直角加工;圆鼻铣刀主要用于凹槽加工;槽铣刀主要用于槽加工;齿轮铣刀主要用于齿轮加工。在立式加工中心正式加工之前,进行空运行试验,检查机床的各项功能是否正常。广东国产立式加工中心
数控系统是立式加工中心控制系统的主要部分,它负责接收和处理来自操作面板的指令,将指令转化为机床各轴的运动控制信号,从而实现对机床的精确控制。数控系统的性能和功能直接决定了立式加工中心的加工能力和精度。伺服系统是立式加工中心控制系统的重要组成部分,它负责将数控系统的指令转化为机床各轴的实际运动。伺服系统的性能和精度直接影响到立式加工中心的加工精度和表面质量。伺服系统主要包括伺服电机、伺服驱动器和编码器等部件。伺服电机是伺服系统的动力源,其性能和精度直接决定了伺服系统的动态响应和定位精度。伺服驱动器是伺服系统的控制主要,它负责将数控系统的指令转化为伺服电机的控制信号。编码器是伺服系统的反馈元件,它负责将伺服电机的实际运动状态反馈给数控系统,从而实现对伺服系统的闭环控制。吉林高精度立式加工中心立式加工中心采用数控系统进行控制,可以实现自动化生产。
在操作立式加工中心时,应注意以下几点——安全第一:在操作过程中,应始终注意安全,遵守操作规程,避免发生事故。保持机床清洁:在操作过程中,应注意保持机床的清洁,避免切屑、切削液等对机床造成损害。定期维护:为了保证立式加工中心的正常运行,应定期对其进行维护,如更换切削液、检查刀具磨损等。合理使用刀具:在使用刀具时,应注意刀具的使用寿命,避免因刀具磨损导致的加工质量问题。及时调整参数:在加工过程中,如发现加工质量不符合要求,应及时调整加工参数,以保证加工质量。
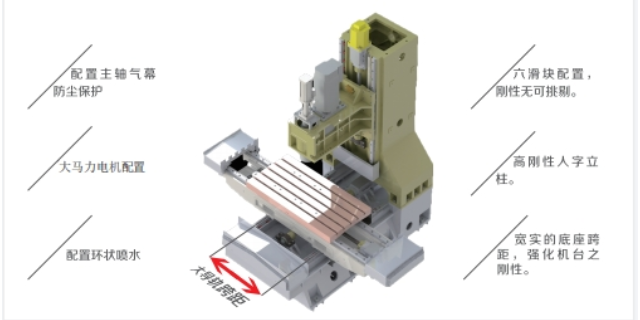
立式加工中心主要由床身、工作台、主轴箱、立柱、刀库、数控系统等部分组成。其结构紧凑,刚性好,能够满足高速、高精度的加工要求。立式加工中心的主要功能包括——铣削:立式加工中心可以进行平面铣削、曲面铣削、槽铣削等多种铣削方式,满足各种零件的加工需求。钻孔:立式加工中心可以完成各种类型的孔加工,如钻、扩、铰、锪等。镗削:立式加工中心可以进行内圆磨削、外圆磨削、端面磨削等多种磨削方式,满足各种零件的加工需求。攻丝:立式加工中心可以进行螺纹加工,如攻丝、套扣等。自动换刀:立式加工中心的刀库可以实现自动换刀,提高生产效率。自动换刀装置是立式加工中心的刀具更换部件,主要用于实现快速、准确的刀具更换。
立式加工中心可以实现多轴加工,主要是通过数控系统的控制,实现刀具与工件之间的相对运动。多轴加工的原理可以分为以下几种——直线插补:直线插补是指在两个点之间进行直线运动的过程。在立式加工中心中,可以通过数控系统对各轴的运动进行控制,实现刀具在两个点之间的直线插补运动,从而完成零件的加工。圆弧插补:圆弧插补是指在两个点之间进行圆弧运动的过程。在立式加工中心中,可以通过数控系统对各轴的运动进行控制,实现刀具在两个点之间的圆弧插补运动,从而完成零件的加工。螺旋插补:螺旋插补是指在两个点之间进行螺旋线运动的过程。在立式加工中心中,可以通过数控系统对各轴的运动进行控制,实现刀具在两个点之间的螺旋插补运动,从而完成零件的加工。在模具制造领域,立式加工中心主要应用于模具零件的加工,如注塑模具、冲压模具、压铸模具等。海口安全立式加工中心
立式加工中心采用三轴或多轴联动,可以实现一次装夹完成多个面的加工,提高了生产效率。广东国产立式加工中心
立式加工中心主轴速度的选择——主轴速度是指立式加工中心主轴在单位时间内旋转的圈数,通常用每分钟转数(RPM)表示。主轴速度的选择主要取决于以下因素:加工材料的性质:不同的材料具有不同的硬度、韧性和切削性能。一般来说,硬质材料需要较高的主轴速度,而软质材料需要较低的主轴速度。例如,对于铝合金等较软的材料,可以选择较高的主轴速度,如6000-8000 RPM;而对于钢材等较硬的材料,可以选择较低的主轴速度,如2000-4000 RPM。加工精度的要求:加工精度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生振动,影响加工精度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。加工表面粗糙度的要求:加工表面粗糙度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生热量,导致工件表面的热变形,影响表面粗糙度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。广东国产立式加工中心