商机详情 -
南宁多功能立式加工中心
立式加工中心数控系统的灵活性是一个明显的优点。数控系统可以实现多种工艺参数的设置,如主轴转速、进给速度、切削深度等,可以根据不同的加工需求进行调整。同时,数控系统还具有自动编程功能,可以根据图纸或CAD模型自动生成加工程序,减少了编程时间,提高了加工灵活性。此外,数控系统还具有远程监控和故障诊断功能,可以实时监控加工过程,及时发现和处理故障,保证加工的稳定性和可靠性。立式加工中心数控系统的自动化程度高是其又一个重要的优点。数控系统可以实现自动上下料、自动测量、自动清洗等功能,减少了人工干预,降低了劳动强度。同时,数控系统还具有自动检测功能,可以实时监测加工过程中的各种参数,如刀具磨损、切削力、振动等,确保加工过程的稳定性和可靠性。此外,数控系统还具有自动优化功能,可以根据加工过程中的实际数据,自动调整切削参数,提高加工质量。立式加工中心采用数控系统进行控制,可以实现自动化生产。南宁多功能立式加工中心
为了确保立式加工中心的正常运行和使用寿命,操作人员需要定期对设备进行维护保养。在维护保养过程中,需要注意以下几点——在进行设备维护保养时,应先关闭设备的电源,并挂上“禁止启动”的警示牌。在进行设备维护保养时,应使用专业工具,严禁使用不合适的工具进行操作。在进行设备维护保养时,应注意防止油、水等液体溅到电气元件上,以免发生电气事故。在进行设备维护保养时,应注意防止刀具、夹具等锐利物品划伤设备表面。在进行设备维护保养时,应注意防止高温、高压等危险因素对人体的伤害。云南五轴立式加工中心在立式加工中心的加工过程中,可以通过编程来实现自动加工。
立式加工中心主轴速度的选择——主轴速度是指立式加工中心主轴在单位时间内旋转的圈数,通常用每分钟转数(RPM)表示。主轴速度的选择主要取决于以下因素:加工材料的性质:不同的材料具有不同的硬度、韧性和切削性能。一般来说,硬质材料需要较高的主轴速度,而软质材料需要较低的主轴速度。例如,对于铝合金等较软的材料,可以选择较高的主轴速度,如6000-8000 RPM;而对于钢材等较硬的材料,可以选择较低的主轴速度,如2000-4000 RPM。加工精度的要求:加工精度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生振动,影响加工精度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。加工表面粗糙度的要求:加工表面粗糙度要求越高,主轴速度应越低。因为高速旋转的主轴容易产生热量,导致工件表面的热变形,影响表面粗糙度。因此,在保证加工质量的前提下,应尽量选择较低的主轴速度。
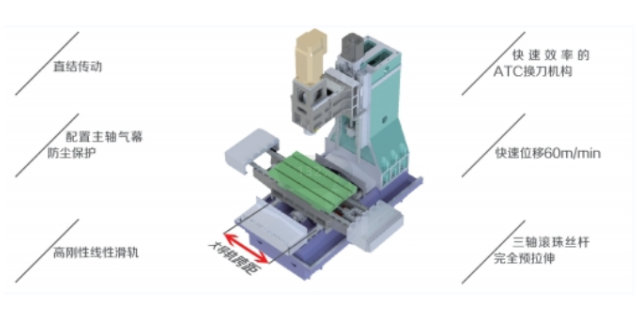
自动换刀系统的主要功能是在加工过程中实现刀具的自动更换,具体包括以下几个方面——自动识别刀具:通过刀具检测装置对刀具进行检测,识别出当前需要使用的刀具。自动抓取刀具:通过换刀机械手抓取当前需要使用的刀具。自动安装刀具:将抓取的刀具安装到主轴上,并进行刀具长度补偿和刀具半径补偿。自动卸除旧刀具:将使用过的刀具从主轴上卸下,并放回刀库中。自动更换刀具:在加工过程中,根据零件的加工工艺要求,自动更换相应的刀具。根据上述分析,立式加工中心的自动换刀系统主要包括刀库、刀盘、刀具检测装置、换刀机械手、气动系统、电气控制系统等部分。这些部分共同实现了立式加工中心的自动换刀功能。因此,可以判断立式加工中心是支持自动换刀功能的。在进行立式加工中心的维护保养时,要确保设备处于停机状态,避免发生安全事故。
刀具和夹具的选择对立式加工中心的寿命有很大影响。选择合适的刀具和夹具,可以减少刀具磨损,延长设备使用寿命。刀具和夹具的选择主要包括以下几个方面——刀具材料:刀具材料对刀具磨损有很大影响。在选择刀具材料时,应综合考虑工件材料、切削参数等因素,选择合适的刀具材料。一般来说,硬质合金刀具具有较高的耐磨性和较长的使用寿命。刀具类型:根据加工要求和工件材料,选择合适的刀具类型。例如,对于硬度较高的工件材料,可以选择涂层刀具或陶瓷刀具;对于高速切削加工,可以选择金刚石刀具等。夹具:选择合适的夹具,可以提高加工精度和稳定性,减少刀具磨损。在选择夹具时,应综合考虑工件形状、尺寸、重量等因素,选择合适的夹具类型和规格。立式加工中心的高效、高精度、高自动化等特点。济南自动化立式加工中心
在立式加工中心正式加工之前,进行空运行试验,检查机床的各项功能是否正常。南宁多功能立式加工中心
切削参数的选择对立式加工中心的寿命有很大影响。合理选择切削参数,可以减少刀具磨损,延长设备使用寿命。切削参数的选择主要包括以下几个方面——切削速度:切削速度是影响刀具磨损的重要因素。在选择切削速度时,应综合考虑刀具材料、工件材料、切削深度等因素,选择合适的切削速度。一般来说,切削速度越高,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较低的切削速度。进给速度:进给速度对刀具磨损也有一定影响。在选择进给速度时,应综合考虑刀具材料、工件材料、切削深度等因素,选择合适的进给速度。一般来说,进给速度越高,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较低的进给速度。切削深度:切削深度对刀具磨损有很大影响。在选择切削深度时,应综合考虑刀具材料、工件材料、切削速度等因素,选择合适的切削深度。一般来说,切削深度越大,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较小的切削深度。南宁多功能立式加工中心