商机详情 -
长春零件立式加工中心
检测与反馈系统是立式加工中心控制系统的重要组成部分,它负责对机床的运动状态进行实时监测,并将监测结果反馈给数控系统,从而实现对机床的闭环控制。检测与反馈系统的性能和精度直接影响到立式加工中心的加工精度和表面质量。检测与反馈系统主要包括光栅尺、磁栅尺、球栅尺、编码器等部件。光栅尺是一种高精度的位置检测元件,它可以将机床的位移信息转化为电信号,从而实现对机床位置的精确测量。磁栅尺是一种磁性的位置检测元件,它可以将机床的位移信息转化为电信号,从而实现对机床位置的精确测量。球栅尺是一种非接触式的位置检测元件,它可以将机床的位移信息转化为电信号,从而实现对机床位置的精确测量。编码器是一种常用的角度检测元件,它可以将机床的角度信息转化为电信号,从而实现对机床角度的精确测量。立式加工机能够实现一次装夹完成多道工序的加工,提高生产效率。长春零件立式加工中心
立式加工中心数控系统的灵活性是一个明显的优点。数控系统可以实现多种工艺参数的设置,如主轴转速、进给速度、切削深度等,可以根据不同的加工需求进行调整。同时,数控系统还具有自动编程功能,可以根据图纸或CAD模型自动生成加工程序,减少了编程时间,提高了加工灵活性。此外,数控系统还具有远程监控和故障诊断功能,可以实时监控加工过程,及时发现和处理故障,保证加工的稳定性和可靠性。立式加工中心数控系统的自动化程度高是其又一个重要的优点。数控系统可以实现自动上下料、自动测量、自动清洗等功能,减少了人工干预,降低了劳动强度。同时,数控系统还具有自动检测功能,可以实时监测加工过程中的各种参数,如刀具磨损、切削力、振动等,确保加工过程的稳定性和可靠性。此外,数控系统还具有自动优化功能,可以根据加工过程中的实际数据,自动调整切削参数,提高加工质量。新疆环保立式加工中心立式加工中心的使用寿命与设备的维护保养密切相关。
钢是较常用的金属材料之一,立式加工中心可以处理各种类型的钢材,如碳钢、合金钢、不锈钢等。在加工过程中,可以根据需要选择不同的刀具和切削参数,以满足不同硬度和韧性的钢材加工要求。铝合金具有轻质、耐腐蚀等优点,普遍应用于航空、汽车等领域。立式加工中心可以处理各种类型的铝合金,如6061、7075等。在加工过程中,需要注意选择合适的刀具和切削参数,以防止刀具磨损过快和表面质量下降。铜具有良好的导电性、导热性和可塑性,普遍应用于电子、电气等领域。立式加工中心可以处理各种类型的铜材,如黄铜、青铜等。在加工过程中,需要注意选择合适的刀具和切削参数,以防止刀具磨损过快和表面质量下降。
立式加工中心维护保养的方法——清洁:使用专业的清洁工具和清洁剂,对立式加工中心进行清洁。注意不要使用金属刷或砂纸等硬物擦拭机床表面,以免划伤机床。润滑:选择合适的润滑油或润滑脂,按照说明书的要求进行润滑。注意润滑时要避免油液进入电器部件,以免造成短路等故障。检查:对立式加工中心的各部件进行检查时,要遵循先外后内、先易后难的原则。对于难以检查的部位,可以使用专业的检测仪器进行检查。调整:对立式加工中心的数控系统进行调整时,要按照操作手册的要求进行操作。调整完成后,要进行试运行,确保调整正确。更换:对立式加工中心的易损件进行更换时,要选择与原部件相同或相近的部件进行更换。更换完成后,要进行试运行,确保更换正确。立式加工中心具有很强的适应性和灵活性,可以根据不同的加工需求进行配置和调整。
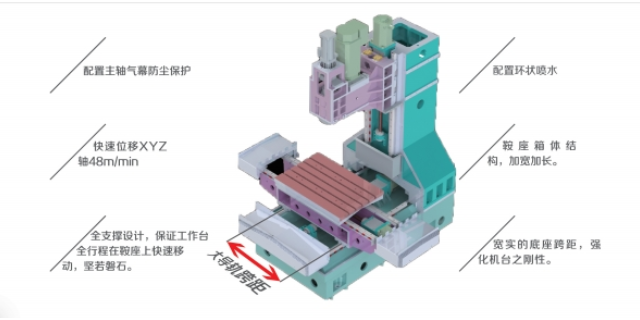
立式加工中心在加工过程中,刀具与工件之间的摩擦会产生大量的热量,导致刀具和工件的温度升高。温度的升高会影响刀具的硬度和耐磨性,从而降低刀具的使用寿命和加工精度。同时,温度的变化还会影响工件的尺寸稳定性,导致加工误差增大。因此,为了保证加工精度,需要对立式加工中心进行有效的冷却。立式加工中心的冷却系统可以有效地降低刀具和工件的温度,保持刀具和工件的硬度和耐磨性,从而提高加工精度。通过采用先进的冷却技术,如喷射式冷却、浸液式冷却等,可以实现对刀具和工件的均匀冷却,进一步提高加工精度。主轴箱是立式加工中心的主轴部件,主要用于安装主轴和传动装置。河南国产立式加工中心
立式加工中心作为现代制造业中一种重要的数控设备,以其独特的结构和优越的性能,广泛应用于各个领域。长春零件立式加工中心
切削参数的选择对立式加工中心的寿命有很大影响。合理选择切削参数,可以减少刀具磨损,延长设备使用寿命。切削参数的选择主要包括以下几个方面——切削速度:切削速度是影响刀具磨损的重要因素。在选择切削速度时,应综合考虑刀具材料、工件材料、切削深度等因素,选择合适的切削速度。一般来说,切削速度越高,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较低的切削速度。进给速度:进给速度对刀具磨损也有一定影响。在选择进给速度时,应综合考虑刀具材料、工件材料、切削深度等因素,选择合适的进给速度。一般来说,进给速度越高,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较低的进给速度。切削深度:切削深度对刀具磨损有很大影响。在选择切削深度时,应综合考虑刀具材料、工件材料、切削速度等因素,选择合适的切削深度。一般来说,切削深度越大,刀具磨损越快。因此,在保证加工质量的前提下,应尽量选择较小的切削深度。长春零件立式加工中心