商机详情 -
钢铁厂自锁紧不松动螺栓
不松动螺栓行业在智能化方向上的发展,关键在于通过传感器、数据分析和自动化技术实现螺栓连接状态的实时监测与智能控制。智能感知与数据采集:采用嵌入式传感器(如应变片、扭矩传感器)或无线射频识别(RFID)技术,实时监测螺栓的预紧力、扭矩、振动等参数;无源无线物联网技术可避免传统布线难题,降低对螺栓结构强度的破坏风险。数据分析与决策算法:通过机器学习模型(如异常检测、预测性维护算法)分析历史数据,识别螺栓松动、疲劳断裂等风险;控制算法与机器人技术结合,实现螺栓拧紧过程的自动化校准。自动化与远程控制:集成机器人技术(如智能扭矩扳手)实现螺栓安装/拆卸的自动化作业,效率提升30%以上。物联网平台支持远程监控和指令下发,适用于高空、高危环境(如悬挑脚手架施工)等。在钢铁行业中,双旋向自锁紧不松动螺栓发挥着关键作用,保障烧结机等大设备各部件连接稳定。钢铁厂自锁紧不松动螺栓

双旋向自锁紧不松动螺栓采用独特结构设计,螺栓上拥有两组方向相反的螺纹,这种独特结构打破了传统螺栓螺母单一旋向模式。在实际应用中,两组螺纹相互配合,当右旋螺母在螺栓上旋拧时,会沿着右旋方向螺纹前进;而当左旋螺母在螺栓上旋拧时,会沿着左旋方向螺纹前进。这种设计使得紧固后的两个螺母相互作用,在振动和在冲击载荷的条件下,两个螺母都会有松动的趋势,但由于右旋螺母的松动方向是左旋螺母的拧紧方向,左旋螺母的拧紧正好阻止了右旋螺母的松动。钢铁厂自锁紧不松动螺栓在日常维护中,双旋向自锁紧不松动螺栓由于其良好的防松性能,检查频率可以相对降低。

当双旋向自锁紧不松动螺栓承受的载荷超过其设计承载能力时,会发生过载失效。可能是由于设备异常运行、安装不当等原因导致螺栓受力过大。其失效过程呈现三阶段特征:首先,异常载荷导致螺纹啮合区域的局部应力超过材料屈服强度,使预紧力分配失衡;其次,双向结构的弹性变形储备被耗尽,楔形接触面出现微裂纹;在循环载荷或冲击载荷作用下,裂纹沿螺纹根部扩展,导致螺纹牙断裂或螺杆整体剪切破坏。过载可能使螺栓发生塑性变形、螺纹损坏甚至断裂,严重影响设备安全运行。因此在螺栓选型时要考虑到一定的载荷余量。
1随着工业现代化进程加快,对双旋向自锁紧不松动螺栓的需求呈上升趋势。在新兴产业如新能源装备、装备制造等领域,对螺栓的防松性能要求极高,双旋向不松动螺栓可以得到广泛应用。传统行业如机械制造、建筑工程等也在不断升级改造,对双旋向螺栓的需求也在持续增加。目前不松动螺栓市场竞争激烈,国内外众多企业参与其中。一些国际有名企业凭借先进技术和品牌优势占据主要市场;国内企业则通过不断提升技术水平和产品质量,在中低端市场具有一定竞争力。同时,市场上也存在一些小型企业,产品质量参差不齐,市场竞争格局较为复杂。研发人员正在探索如何进一步提升双旋向自锁紧不松动螺栓的自锁紧效果,这将推动其技术不断进步。
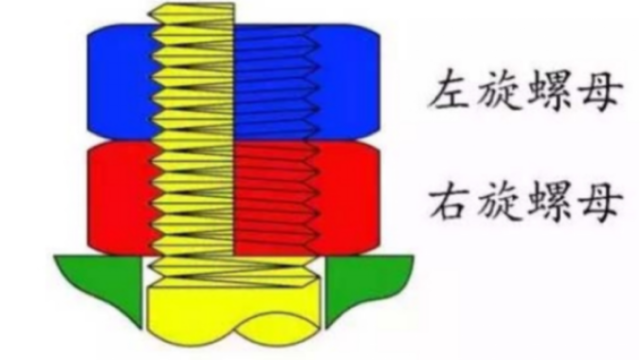
传统的普通螺纹紧固件为滞阻型防松,即采用增加摩擦力的方式来延缓螺母松动,或者设置机械装置、或者破坏螺纹等方式来阻止螺母松动。双旋向自锁紧不松动螺栓的防松是一种崭新的结构型防松,与普通螺纹防松类型不同,双旋向螺纹紧固件依靠左旋螺纹和右旋螺纹之间的相互作用力,将右旋螺母的松退力转化为左旋螺母的拧紧力,相互抵消实现作用力的平衡,达到防松动的效果。靠在连接件支承面上的右旋螺母起到紧固作用,非支承面上的左旋螺母起到锁紧作用。双旋向自锁紧不松动螺栓的同一螺纹段具有左右两种旋向的螺纹,它既可与右旋螺母配合,也可与左旋螺母配合。钢铁厂自锁紧不松动螺栓
双旋向自锁紧不松动螺栓利用双旋向螺纹的独特布局,让螺栓在承受各种外力时都能保持稳定的锁紧状态。钢铁厂自锁紧不松动螺栓
表面处理是提升双旋向自锁紧不松动螺栓性能的重要环节。常见的处理工艺有镀锌、发黑、镀镍等。镀锌处理能在螺栓表面形成一层致密的锌层,有效防止生锈;发黑处理则能增强螺栓表面硬度和耐磨性;镀镍处理能提高螺栓表面光洁度和耐腐蚀性。这些表面处理工艺能进一步提升螺栓在不同环境下的性能表现。但不同的表面处理工艺有不同的优缺点和应用范围,选择合适的工艺需根据具体的使用环境和要求来决定。在选择表面处理工艺时,还需考虑成本、环保要求以及螺栓的使用寿命等因素。钢铁厂自锁紧不松动螺栓