商机详情 -
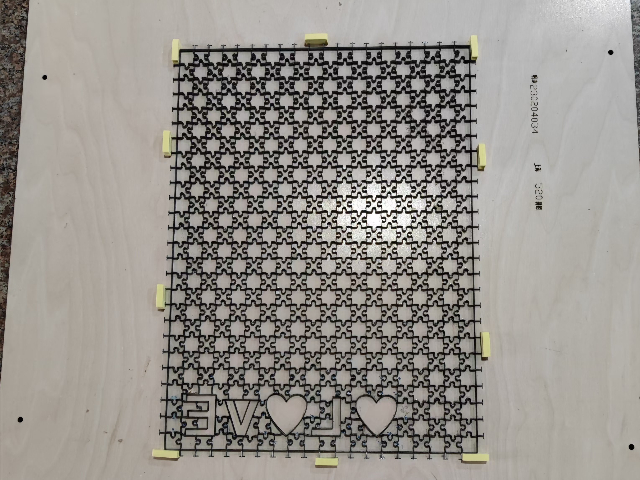
上海500片拼图刀模
制作工艺:
切割工艺:激光切割工艺能够实现高精度切割,切口光滑,无需后续的加工,但设备成本很高,加工成本也相对比较高;而机械切割成本较低,但精度和表面质量可能稍差,会增加后续处理成本。
热处理工艺:经过淬火、回火等热处理的刀模,能获得良好的性能和使用寿命,但热处理过程会增加人力、物力成本。
表面处理工艺:对刀模进行镀硬铬、氮化等表面处理,可提高刀模的耐磨性和耐腐蚀性,延长使用寿命,但这也会增加额外的成本。 拼图刀模的切割速度快,能够在短时间内完成大量拼图块的制作。上海500片拼图刀模

刀模测试与优化:
试模使用刀模对材料(如纸板、塑料片)进行试切,检查拼图块的切割精度和互锁性。重点检查:拼图块边缘是否光滑、分块是否准确、压痕是否清晰。问题修正若出现切割不彻底、拼图块错位等问题,需调整刀片高度或重新安装刀具。优化刀线设计,避免过于尖锐的转角导致材料撕裂。
刀模维护与保养:
定期检查使用前检查刀片是否磨损、压痕线是否变形,及时更换损坏部件。清洁与存储刀模使用后需清洁表面残留物,避免腐蚀。存储于干燥环境,防止刀片生锈。 上海500片拼图刀模拼图刀模作为拼图制作的关键工具,正推动着拼图行业的创新和发展。
刀模制作工艺:
激光切割或雕刻将刀模图纸导入激光切割机或CNC雕刻机,按刀线、压痕线位置进行切割或雕刻。关键参数:激光功率、切割速度、雕刻深度需根据材料厚度调整。刀具安装将切割好的刀片(如弹簧钢刀)嵌入刀模的预留槽中,用胶粘剂固定。刀片高度需一致,通常比刀模板材高出0.8-1.2mm,确保切割彻底。压痕线安装在刀模的压痕位置嵌入钢线或塑料条,高度比刀片低0.2-0.3mm,避免影响切割。表面处理打磨刀模表面,去除毛刺和不平整部分。喷涂防锈漆或耐磨涂层,延长刀模使用寿命。
高精度与质量保证:
切割准确刀模通过精密设计(如激光切割或CNC雕刻),刀线误差可控制在±0.1mm以内,确保拼图块边缘光滑、形状一致。拼图块互锁性强,组装时严丝合缝,提升用户体验。复杂形状实现可轻松切割异形拼图(如动物轮廓、建筑造型),满足个性化设计需求。
高效生产与一致性:
快速批量加工刀模配合自动化设备(如冲压机),单次可同时切割数百块拼图,生产效率远超手工切割。适合大批量订单(如促销拼图、教育拼图)。产品一致性高同一刀模生产的拼图块尺寸、形状完全一致,避免人工误差导致的拼图错位。 使用拼图刀模制作的拼图,其品质稳定可靠,赢得了消费者的信赖和好评。

安装刀模:首先要选择与模切机规格相匹配的拼图刀模。将刀模小心地安装在模切机的指定位置上,确保刀模安装牢固,位置准确。通常需要使用专门的夹具或固定装置将刀模固定,防止在切割过程中发生位移。调整参数:根据拼图板材的材质、厚度以及刀模的特性,调整模切机的相关参数,如压力、速度等。一般来说,较厚的板材需要更大的压力和较慢的切割速度,以确保切割效果。压力要均匀分布在刀模上,避免出现局部压力过大或过小的情况,否则会影响切割质量。使用拼图刀模制作的拼图块边缘光滑,无毛刺,提升拼图体验。上海500片拼图刀模
拼图刀模易于安装和调试,方便操作人员快速上手,提高生产效率。上海500片拼图刀模
开启连接点与粘贴胶条:
开启连接点:在模切制版中,开连接点是必不可少的工序。连接点就是模切刀刃口部开出一定宽度的小口,以确保模切后的纸盒和废边不散开,使下一步的纸张和收集顺畅。这一步骤通常使用设备如刀线打口机来完成。粘贴胶条:为了防止模切刀、压痕线在模切、压痕时粘住纸张,使纸张在模切时走纸顺畅,需要在刀线两侧粘贴弹性模切胶条。模切胶条的选择和粘贴位置对于模切效果有着重要影响。
试切与调整:
试切垫板:模切版加工完成后,首先要将模切版装在模切机上进行试切。通过试切可以检查模切版的切割效果是否满足要求。调整与优化:如果试切过程中发现问题,如切割不透或切割偏差等,需要对模切版进行调整和优化。这可能包括调整模切刀的高度、更换模切刀或压痕线等。 上海500片拼图刀模