商机详情 -
宁夏砂浆成套设备
干混砂浆、干粉砂浆生产线以其智能化、标准化的生产流程,成为建筑行业转型升级的重要助力。苏州一工机械有限公司的干粉砂浆生产线配备先进的控制系统,可实时监控生产数据,准确调控生产节奏。生产出的干粉砂浆具有强度高、耐久性好的特点,广泛应用于外墙保温、瓷砖粘贴等领域。而且,干粉砂浆生产线占地面积小,投资回报率高,能够快速帮助企业形成规模化生产能力,为城市建设提供源源不断的高质建材,推动建筑工程质量迈向新台阶。干粉砂浆生产线是用于生产建筑用预拌砂浆的设备系统,通过精确配比原材,再经混合、包装等工序制成成品。宁夏砂浆成套设备

预拌砂浆生产线彻底改变了传统砂浆生产的粗放模式。它将原材料储存、计量、搅拌、输送等环节集成化,实现了砂浆生产的规模化、商品化。预拌砂浆具有良好的和易性,施工过程中可操作性强,能有效缩短工期。同时,预拌砂浆生产线通过环保除尘设备,将生产过程中的粉尘排放量控制在极低水平,践行绿色发展理念。选择苏州一工机械的预拌砂浆生产线,就是选择高效、环保、高质的建筑建材生产解决方案,为建筑工程的质量与安全保驾护航。广东石膏砂浆设备计量配料系统:称重模块:高精度传感器控制配比。 电脑控制系统:自动化调整配方,确保配比准确。

砂浆生产线在原料适应性方面表现出色,能够处理多种不同类型的原料,为企业灵活选择原料提供了便利。在砂浆生产中,常用的原料包括砂石、水泥、石灰、粉煤灰、外加剂等,不同地区的原料品质和种类可能存在差异,这就要求砂浆生产线能够适应不同特性的原料。例如,对于砂石原料,无论是河砂、山砂还是机制砂,只要其粒径和级配符合砂浆生产要求,生产线的配料系统和混合主机都能对其进行有效处理,通过调整配料比例和搅拌参数,确保砂浆的质量。对于一些工业固废如粉煤灰、矿渣粉等,砂浆生产线也能将其作为掺合料合理利用,不*降低了砂浆的生产成本,还实现了工业固废的资源化利用,符合国家节能减排的政策要求。此外,生产线还可根据原料的湿度情况,调整搅拌过程中的加水量,确保砂浆的稠度和和易性符合要求。良好的原料适应性,使企业能够根据当地原料供应情况,选择性价比更高的原料,进一步降低生产成本,提高企业的市场竞争力。
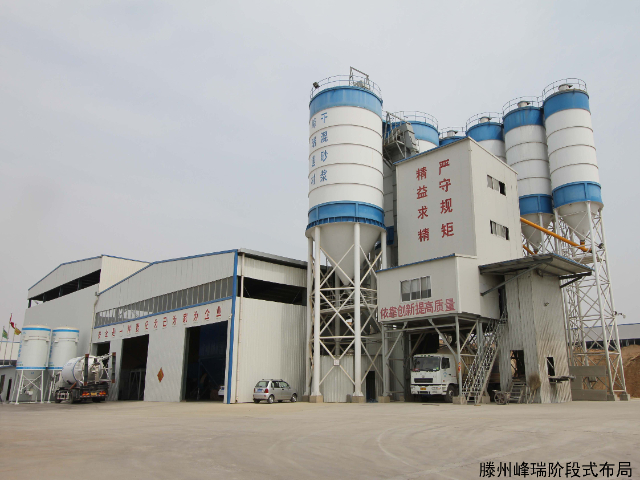
砂浆生产线的节能特性,使其成为建材企业降低能源消耗、实现绿色生产的重要选择。在能源消耗方面,现代化的砂浆生产线通过优化设备设计和生产工艺,有效降低了单位产品的能源消耗。例如,混合主机采用高效的电机和优化的搅拌结构,在保证搅拌效率的前提下,降低了电机的功率消耗;生产线的控制系统会根据生产负荷自动调整设备的运行状态,避免设备在空载或低负荷状态下运行,减少不必要的能源浪费。此外,部分砂浆生产线还会利用生产过程中产生的余热进行加热或保温,进一步提高能源利用效率。与传统人工搅拌方式相比,砂浆生产线单位产品的耗电量可降低 30% 以上,按照一条每小时产能 50 吨的生产线计算,每年可节省大量的电费支出。同时,节能型砂浆生产线的应用,也符合国家对建材行业节能减排的政策导向,有助于企业获得相关的政策支持和补贴,进一步提升企业的经济效益和社会形象。原材料储存 水泥等细粉物料储存在密闭的立式罐中。 砂、骨料等储存在钢结构仓中。 添加剂单独储存,防止受潮。
对于新建的砂浆生产企业,合理规划和配置砂浆生产线是确保企业顺利投产和长期发展的基础。在规划过程中,企业首先需要明确自身的市场定位和产能目标,根据目标市场的需求规模和竞争情况,确定生产线的产能大小。如果目标市场以中小型建筑项目为主,可选择每小时产能 30-50 吨的标准生产线;如果目标市场涵盖大型项目或计划供应周边多个地区,则需考虑选择每小时产能 60 吨以上的大型生产线。其次,要根据生产场地的实际情况,进行生产线的布局规划,确保设备之间的衔接合理,原料和成品的运输路线顺畅,同时预留足够的空间用于设备维护和未来产能扩展。在设备选型方面,应选择质量可靠、性能稳定、售后服务完善的设备厂家产品,重点关注配料系统的精度、混合主机的搅拌效率、环保设备的处理能力等关键指标。此外,还需考虑生产线的自动化程度和智能化水平,选择符合企业未来发展需求的控制系统,为企业后续实现智能化管理奠定基础。除尘与环保 :生产线各扬尘点配备脉冲布袋除尘器,保持生产环境清洁,符合环保要求。黑龙江干粉砂浆设备
扩展性:考虑未来产能扩展和产品多样化的需求,设备选型要有一定冗余。宁夏砂浆成套设备
建筑建材生产企业想要在市场中占据一席之地,干混砂浆生产线是不可或缺的设备。苏州一工机械有限公司的干混砂浆生产线可根据企业的发展规划,逐步扩大生产规模。从原材料的采购到成品的销售,整个生产过程实现了信息化管理,提高了企业的运营效率。生产出的干混砂浆在粘结性能和保水性能方面表现出色,适用于各种墙体材料的砌筑和抹灰。而且,干混砂浆生产线的投资风险低,回报周期短,能为企业带来可观的经济效益,助力企业快速发展。宁夏砂浆成套设备