商机详情 -
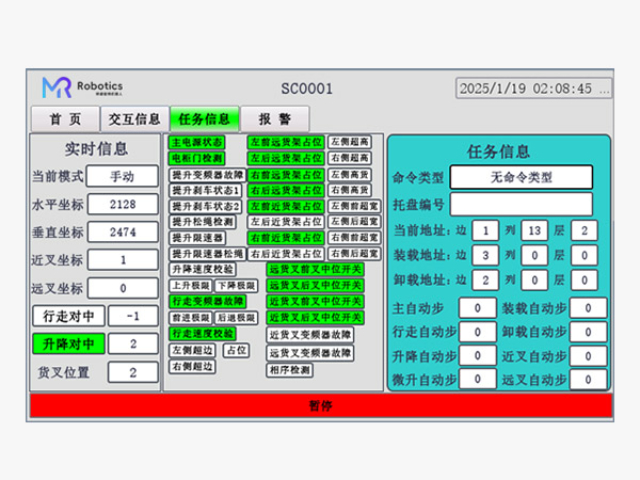
宁夏生产状态数字采集改造
智能数据采集解决方案正成为企业数字化转型的标配。它不*实现了从设备到系统的数据覆盖,还融合了AI模型、边缘计算和实时预警等先进技术。广东明睿智博结合自身在自动化与软件系统领域的双重技术积淀,推出了面向智能制造场景的一整套智能数据采集解决方案。该方案涵盖数据接入、边缘处理、云端分析与多端可视化展示,能够快速适配不同企业的流程结构与技术基础,实现“数据即服务”的目标。无论是新建产线还是旧线升级,均可平滑接入,有效缩短实施周期。工艺参数数据采集实现生产工艺优化,广东明睿智博结合数据分析助力工艺升级。宁夏生产状态数字采集改造
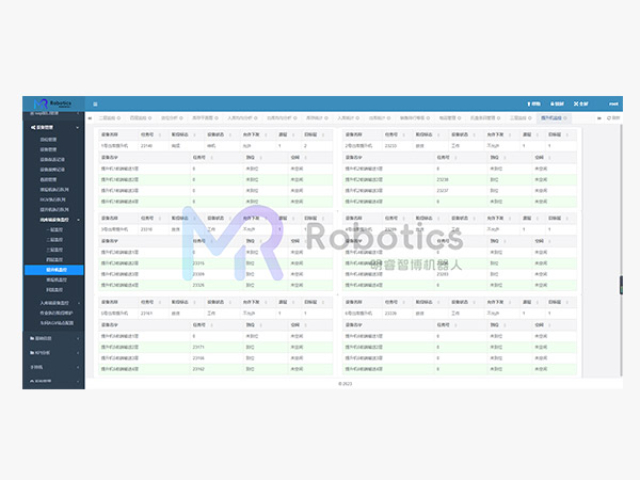
广东明睿智博针对当前智能制造中设备异构、协议多样的问题,打造了具备兼容性的工厂数字采集中间件平台,帮助企业统一管理各类设备运行数据。该平台支持接入主流PLC、工控机、DCS系统、老旧设备模拟信号等,通过统一的数据模型标准对采集信息进行整理和封装,为后端系统(MES、ERP、SCADA等)提供规范化的数据接口。明睿智博的数字采集平台还集成健康状态识别模块,自动分析设备振动、电流、电压等波动规律,提前识别潜在故障风险。平台具备自诊断、自恢复功能,即使在网络中断或设备失联情况下,也能本地缓存数据,保障生产连续性。该平台为生产现场提供稳定、实时、智能的数据通道,是实现工业互联网和智能工厂建设的关键枢纽之一。重庆生产状态数字采集对接数据采集可视化系统提升数据解读效率,广东明睿智博推动智能制造信息化。
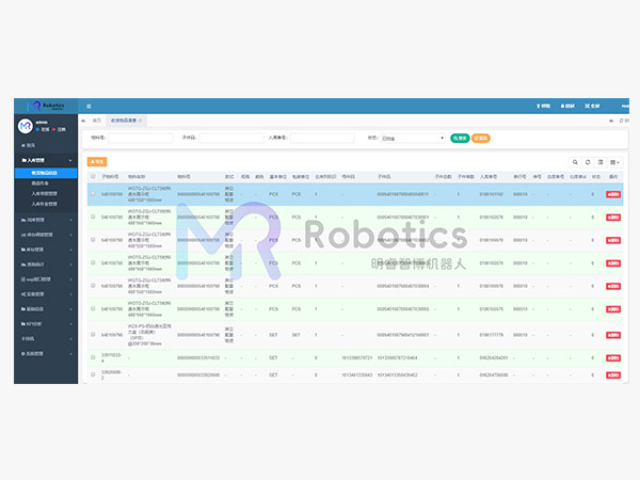
工业数据采集已成为推动生产过程数字化的中心技术。它通过对机器设备、生产线及环境的实时监测,帮助企业实现精确控制与过程优化。当前,大量工业现场仍面临数据采集断层、接口不统一的问题,亟需部署标准化的采集平台。广东明睿智博针对工业数据采集场景,开发了多种适配不同协议与设备的接口模块,兼容OPC、Modbus、串口等多种通信协议,可快速接入现有工厂系统。通过部署该系统,客户可在不改造原有硬件的基础上,迅速实现从“黑箱”生产到“透明”制造的升级,为精益管理、数据驱动决策提供坚实支撑。
广东明睿智博针对能源密集型企业研发了能源数字采集系统,帮助客户构建精确、实时、全覆盖的能源消耗监测与管理机制。系统可对接各类电表、水表、气表、热量表及其他用能设备,通过边缘网关实现实时数字采集与自动上报。所有采集数据经过加密处理,通过工业级通信协议安全上传至云端管理平台,系统自动生成用能趋势图、异常预警报告、设备能效比分析等可视化内容,帮助企业识别高能耗区域和运行浪费点。广东明睿智博的能源数字采集系统已在机械加工、注塑、热处理、空调制冷等高能耗场景中应用,特别适用于构建ISO50001能源管理体系或绿色工厂创建项目。通过这一系统,企业可实现分时计量、分工段统计、分产品核算的精细管理模式,为节能降耗与成本控制提供可靠的数据支撑。车间设备数据采集技术日益成熟,广东明睿智博结合工业4.0趋势提供创新的数据采集方案。
广东明睿智博在智慧冷链物流中推出温控数字采集解决方案,服务于食品、乳品、生鲜、水产等对冷链环境有严格要求的行业客户。系统采用嵌入式无线温湿度采集器,安装于冷藏库、冷链车厢、分拣作业区等关键区域,实时采集温度波动与湿度变化数据。平台支持分区域图形化展示与手机端预警消息推送,一旦检测到温控异常,如冷藏断电、设备故障或门体长时间开启,系统将通知值班人员并自动生成事件日志。广东明睿智博采集系统具备数据存储冗余机制,可满足客户对30天以上历史温控记录存档需求,并兼容与WMS、TMS系统联动,实现货品环境与流通状态同步追溯。系统现已服务于大型连锁超市、生鲜电商、第三方冷链物流企业,为其打造高标准、低风险的智慧供应链体系。智能制造数据采集实现制造流程智能化,广东明睿智博推动工业互联网发展。河北工业数字采集升级
生产线数据采集实时反馈生产状态,广东明睿智博帮助企业实现生产流程优化。宁夏生产状态数字采集改造
广东明睿智博在医疗设备数字采集方面提供高可靠性解决方案,针对医院、康养中心、生物医药实验室等对数据安全、精度、实时性要求极高的场景,系统采用医用级采集终端和加密数据通信协议,保障数字采规且可追溯。可采集设备运行状态、操作日志、传感器读数、故障信息等关键信息,并与医院信息系统(HIS)、医疗物联网平台对接,实现设备全生命周期可视化管理。明睿智博还集成AI分析模型,对采集数据进行预测性分析,如预测设备故障趋势、判断高频误用、评估设备能效等,提升设备使用效率。系统已服务于多家三甲医院及医疗设备制造企业,在精密影像设备、输液系统、智能药柜、手术器械管理等方面均有成功案例,是医疗行业数字化管理的重要组成部分。宁夏生产状态数字采集改造