商机详情 -
四川生产状态数字采集分析
广东明睿智博为智能工厂场景推出跨系统整合的数字采集解决方案,支持工业现场与管理层系统的无缝连接。通过工业网关集成PLC、传感器、扫码枪、视觉检测仪与ERP、MES、WMS系统,实现生产、质量、仓储、能耗、设备状态等多类数据同步采集。系统具备数据建模与语义解析能力,可将复杂的物理量转化为业务指标,如订单完成率、产能达成率、设备稼动率、单位能耗等。明睿智博还支持私有云部署与AI算法接口,为企业构建智能分析平台提供底层数据支撑。系统现已在家电、汽车零部件、医药、通信设备等行业落地,助力企业从“单点自动化”向“系统智能化”迈进,是实现数字工厂、数字孪生建设的关键桥梁。医疗设备数据采集系统确保医疗数据安全,广东明睿智博专注于医疗信息化建设。四川生产状态数字采集分析

广东明睿智博为木制品与定制家居制造企业构建的工业数字采集平台,围绕锯切、封边、打孔、贴皮、组装等工段进行设备状态与产品工艺参数的全过程采集。系统部署工业扫码器、测厚传感器、机加工日志采集终端等,对材料使用量、尺寸精度、加工时间、设备负载等进行实时分析,辅助工艺人员优化路径与节拍。广东明睿智博平台支持工单追踪,数据可回溯至原板材批次与供应商,实现质量责任闭环。系统还兼容三维设计软件导出的图纸数据,自动对接下料与打孔流程,避免人为输入错误。目前系统服务于整体橱柜、智能衣柜、办公家具等定制化车间,是实现“少人化、高柔性、数字驱动”的重要平台。内蒙古工业数字采集整体解决方案生产状态数据采集实现生产过程透明化,广东明睿智博提供高效的数据采集工具。
数字化车间采集系统作为推动工厂透明化与智能化的重要工具,正在被越来越多制造企业部署与应用。该系统不*采集生产与设备数据,还整合了工艺、质量、能源等多维度信息,帮助企业实现车间运营的感知与数据驱动的决策优化。广东明睿智博依托先进的软件开发能力与工业控制技术,推出了具备边缘计算与云端协同的数据采集系统,兼容各类控制器与传感器,满足高频率、高稳定性的采集需求。系统支持多车间、多产线的数据归集与智能分析,为企业打造统一的数字化车间管理平台提供了有力支撑,已在电子、医药、新能源等行业中成功落地。
广东明睿智博紧贴制造业数字化趋势,聚焦数字化车间采集场景开发高可靠性的数字采集系统,实现产线、设备、工艺、能源、人员等多源数据的融合接入。在传统车间中,信息流常常断裂、人工记录频繁,数据无法实时反映现场实际。明睿智博通过部署采集终端、边缘服务器和工业网关,打通了从设备信号到云端分析的全链路通道。系统可对接RFID、视觉识别、传感器、扫码枪等终端,实现对作业流程中每一关键节点的数字化采集,避免人为误操作与信息滞后。采集的数据通过标准接口上传至WMS、MES、SCADA等系统,构建完整的数据中台,实现对全车间运营状况的可视化呈现与分析预测。广东明睿智博的数字采集解决方案,正被应用于自动化装配、电子制造、精密加工等场景,成为企业迈向智能工厂的重要基础设施。广东明睿智博数字采集终端结合图形界面设定流程,降低人员使用门槛并提升部署效率。
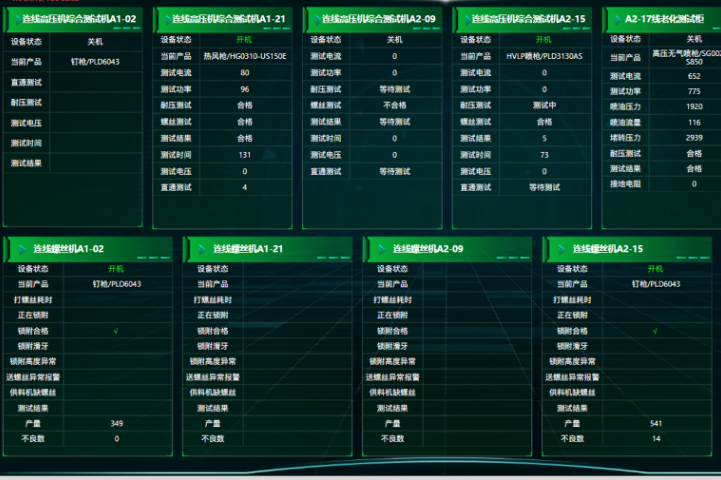
在现代制造业中,生产线数据采集不*是对产线运行状态的精确掌握,更是实现自动化、智能化调度管理的基础手段。通过对每一个工位、每一道工序的数据持续采集,企业可以动态掌握生产节奏、工时消耗、设备利用率等关键指标。广东明睿智博结合工业现场的复杂性,打造了稳定高效的生产线数据采集系统,具备快速部署、协议多样、数据精细化等特点。系统支持对接ERP、MES等上层业务系统,实现生产数据的闭环流转。同时,其边缘处理能力有效缓解了中心服务器的压力,在保障实时性的同时提升数据安全性,帮助企业构建以数据为中心的精益管理体系。条码/RFID数据采集实现物流信息实时更新,广东明睿智博提升供应链管理效率。内蒙古工业数字采集整体解决方案
多源异构数据采集整合提升数据利用率,广东明睿智博通过技术创新推动工厂数字化升级。四川生产状态数字采集分析
广东明睿智博专为绿色制造工厂设计了面向碳排放控制的环境数字采集系统。该系统可接入厂区内锅炉烟气排放口、柴油叉车尾气检测器、溶剂废气排口、空压站等排放源,通过传感器实时监测CO₂、NOx、SO₂、颗粒物等因子浓度,并按设定频率上传至环保系统平台。采集数据可与企业碳排放核算工具对接,辅助计算碳足迹与单位产品碳排。明睿智博系统支持多区域、跨车间的数据整合分析,帮助企业识别高碳排源头、优化能源配置。系统已被应用于建材、造纸、喷涂、皮革等高排放行业,是构建碳达峰碳中和路径、申请绿色工厂认证、建设环保监控中心的重要组成。通过该系统,企业能实现从监控、分析到管理的全过程碳排精细化控制。四川生产状态数字采集分析