商机详情 -
安徽超声波焊接供应商
超声波焊接技术作为一种高效、精密、环保的材料连接技术,在电子、医疗、包装、汽车等众多行业展现出了巨大的应用潜力和优势。通过独特的高频振动能量实现材料的连接,无论是塑料焊接还是金属焊接,都能在保证焊接质量的同时,满足不同行业对产品性能和生产效率的要求。然而,该技术目前也面临着设备成本高、对操作人员要求高、材料限制、焊接强度局限性、质量检测困难、噪音问题和能量消耗等诸多挑战。为了进一步推动超声波焊接技术的发展和应用,未来需要朝着设备智能化与自动化、拓展焊接材料范围、提高焊接质量与可靠性、降低设备成本与能耗以及多技术融合发展等方向努力。随着相关技术的不断突破和创新,超声波焊接技术有望在更多领域得到更广泛的应用,为制造业的转型升级和高质量发展提供强有力的技术支撑,成为未来材料连接技术发展的重要趋势之一。汽车零部件制造中,超声波焊接被用于安全气囊壳体密封,保障碰撞时的可靠防护。安徽超声波焊接供应商
超声波焊接
超声波金属焊接同样利用了超声频率(超过16kHz)的机械振动能量来连接同种金属或异种金属,是一种特殊的焊接方法。与传统的焊接方式不同,在金属进行超声波焊接时,既不需要向工件输送电流,也无需向工件施加高温热源。其焊接过程是在静压力的作用下,将线框振动能量转变为工件间的摩擦功、形变能以及有限的温升。在这个过程中,接头间的冶金结合是在母材不发生熔化的情况下实现的,属于一种固态焊接。由于不涉及金属的熔化过程,超声波金属焊接有效地克服了电阻焊接时常见的飞溅和氧化等问题。天津手持超声波焊接机器汽车行业普遍用于仪表盘、传感器、车灯等塑料件的密封焊接。
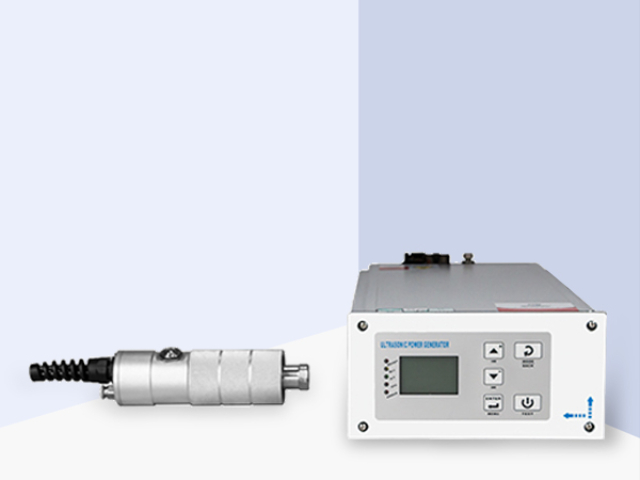
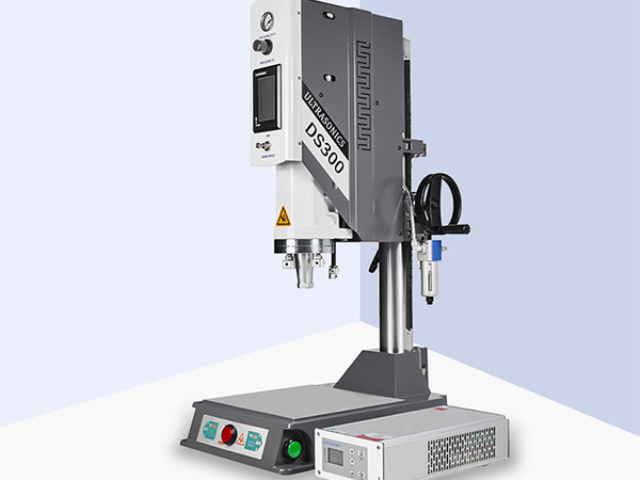
除了上述重心部件外,超声波焊接设备还包括模具和机架等辅助部件。模具用于固定和定位焊接工件,确保焊接过程中工件的位置准确,保证焊接精度。不同形状和尺寸的工件需要定制相应的模具,模具的设计和制造精度对焊接质量有很大影响。机架则为整个焊接设备提供支撑和保护,保证各部件的相对位置稳定,同时也起到防护作用,确保操作人员的安全。在实际生产中,还可能配备控制系统,用于精确调节焊接参数,如焊接时间、压力、功率等,以实现自动化和智能化的焊接过程。
超声波是频率高于20kHz的声波,具有能量高、方向性好和衰减性等特性。其能量高,能够为焊接过程提供所需的能量,实现材料的连接;方向性好,几乎沿直线传播,这就要求在焊接时,超声波焊头与焊接零件需保持足够大的接触面积,以确保超声能量能有效传导到焊接界面,若传播方向上存在孔洞等,会阻碍能量的传导;同时,尽管超声波穿透能力强,但在物体中传播时始终存在衰减,传播距离越远,能量衰减越严重。当超声波作用于热塑性塑料接触面时,焊头以每秒15kHz、20kHz或更高的频率垂直振动,这种高频振动通过上焊件将超声能量传递到焊区。由于焊区即两个焊接的交界面处声阻大,会产生局部高温。又因塑料导热性差,热量一时难以散发,聚集在焊区,致使两个塑料的接触面迅速熔化。此时,在一定压力作用下,熔化的塑料相互融合。当超声波停止作用后,保持压力几秒钟,使熔化的塑料凝固成型,形成坚固的分子链,从而达到焊接目的,且焊接强度能接近原材料强度。例如在塑料玩具的生产中,利用这一原理可快速将各个塑料部件焊接在一起。在精密电子制造中,超声波焊接可完成微小元件的无痕接合,确保电路稳定性。
在这个过程中,形成了一个坚固的分子链,将两个塑料工件牢固地连接在一起,实现了焊接的目的。而且,焊接强度能够接近于原材料的强度。超声波塑料焊接的质量好坏,主要取决于换能器焊头的振幅、所施加的压力以及焊接时间这三个关键因素。焊接时间和焊头压力在实际操作中可以根据不同的焊接需求进行灵活调节,而振幅则由换能器和变幅杆的固有特性决定。这三个量相互影响、相互作用,存在一个适宜的取值范围。当能量超过适宜值时,塑料的熔解量过大,焊接物容易发生变形;若能量过小,则无法达到良好的焊接效果,焊接不牢固。同时,所施加的压力也不能过大,否则会对工件造成损伤。这个比较好压力值是焊接部分的边长与边缘每1mm所对应的比较好压力的乘积,需要根据具体的焊接材料和工艺要求进行精确计算和调试。设备主要由换能器、变幅杆、焊头及控制系统构成能量传递链。吉林新能源超声波金属焊接机器
航空航天领域应用于碳纤维复合材料构件的轻量化拼接。安徽超声波焊接供应商
医疗行业对产品的安全性和卫生性要求极高,超声波焊接因其无污染、无化学残留的特点而得到广泛应用。在医疗器械制造中,如注射器、输液器等一次性医疗器械的生产,采用超声波焊接将塑料部件焊接在一起,确保产品的密封性和无菌性;在医疗设备的电子元件封装中,能将电子元件密封在塑料外壳内,防止灰尘、水汽等杂质进入,保证医疗设备的稳定运行;在人工关节等植入式医疗器械的制造中,超声波焊接可用于连接金属部件,确保连接强度和生物相容性,满足人体长期使用的要求。安徽超声波焊接供应商