商机详情 -
河北自动化超声波焊接机源头
材料限制尽管超声波焊接可用于多种材料,但并非适用于所有材料。一些高硬度、高熔点的材料,如某些特种钢材和陶瓷材料,以及一些非热塑性塑料和热固性塑料,难以采用超声波焊接。此外,对于材料的厚度和形状也有一定限制,焊接厚工件时需要较大功率,可能导致设备成本上升和焊接效果不佳;对于形状过于复杂或特殊的工件,可能难以设计合适的焊接模具和工艺。焊接强度局限性在某些对焊接强度要求极高、需要承受高压力或重负荷的应用场景中,超声波焊接的焊接强度可能无法完全满足要求,相较于一些传统的熔焊方法,如弧焊等,其焊接接头在极限强度方面可能存在一定差距。现代超声波焊接设备配备实时监测系统,可精细控制焊接深度与能量输出。河北自动化超声波焊接机源头
超声波焊接
超声波是频率高于20kHz的声波,具有能量高、方向性好和衰减性等特性。其能量高,能够为焊接过程提供所需的能量,实现材料的连接;方向性好,几乎沿直线传播,这就要求在焊接时,超声波焊头与焊接零件需保持足够大的接触面积,以确保超声能量能有效传导到焊接界面,若传播方向上存在孔洞等,会阻碍能量的传导;同时,尽管超声波穿透能力强,但在物体中传播时始终存在衰减,传播距离越远,能量衰减越严重。当超声波作用于热塑性塑料接触面时,焊头以每秒15kHz、20kHz或更高的频率垂直振动,这种高频振动通过上焊件将超声能量传递到焊区。由于焊区即两个焊接的交界面处声阻大,会产生局部高温。又因塑料导热性差,热量一时难以散发,聚集在焊区,致使两个塑料的接触面迅速熔化。此时,在一定压力作用下,熔化的塑料相互融合。当超声波停止作用后,保持压力几秒钟,使熔化的塑料凝固成型,形成坚固的分子链,从而达到焊接目的,且焊接强度能接近原材料强度。例如在塑料玩具的生产中,利用这一原理可快速将各个塑料部件焊接在一起。山东塑料超声波焊接设备对热敏感材料(如PVC、尼龙)焊接时,局部温度控制在100℃以下,防止材料变形。

在现代制造业中,焊接技术是实现材料连接的关键手段。从汽车制造到电子设备生产,从医疗器械制造到日常用品加工,焊接技术无处不在。而在众多焊接技术中,超声波焊接以其独特的优势脱颖而出,成为一种备受青睐的连接方法。它不仅能够实现高效、精确的焊接,还具有环保、节能等诸多优点,为现代制造业的发展提供了强有力的支持。超声波是指频率高于20kHz的声波,超出了人类听觉的上限。在超声波焊接系统中,首先通过超声波发生器将50/60赫兹的普通交流电转换为15、20、30或40kHz的高频电能。这一转换过程利用了电子电路中的振荡原理,通过特定的电路设计产生高频信号。随后,被转换的高频电能传输至换能器。换能器通常采用压电陶瓷等材料制成,其工作原理基于压电效应。当高频电能作用于压电陶瓷时,压电陶瓷会产生与高频电能频率相同的机械振动,从而将电能转换为机械能。这种机械振动通过一套精心设计的变幅杆装置进行传递和放大。变幅杆的形状和尺寸经过精确计算,能够根据需要改变振动的振幅,将机械振动高效地传递到焊头。焊头作为直接与待焊接工件接触的部分,将接收到的振动能量传递到工件的接合部,为后续的焊接过程奠定基础。
并非所有塑料都适合超声波焊接。热塑性塑料由于其在加热时能熔化、冷却后能固化的特性,是超声波焊接的主要适用材料,如聚氯乙烯(PVC)、聚乙烯(PE)、聚丙烯(PP)、聚对苯二甲酸乙二酯(PET)、有机玻璃(PMMA)等。其中,无定形塑料比结晶型塑料更易焊接,因为无定形塑料在加热时软化温度范围较宽,更容易在超声波作用下实现均匀熔化和焊接。在选择塑料材料时,还需考虑材料的熔点、流动性、硬度等性能参数,以及产品的使用环境和要求。例如,用于食品包装的塑料焊接,要选择符合食品安全标准的材料;用于户外使用的塑料制品,要考虑材料的耐候性。超声波焊接可以大幅度缩短生产周期,提高生产效率。
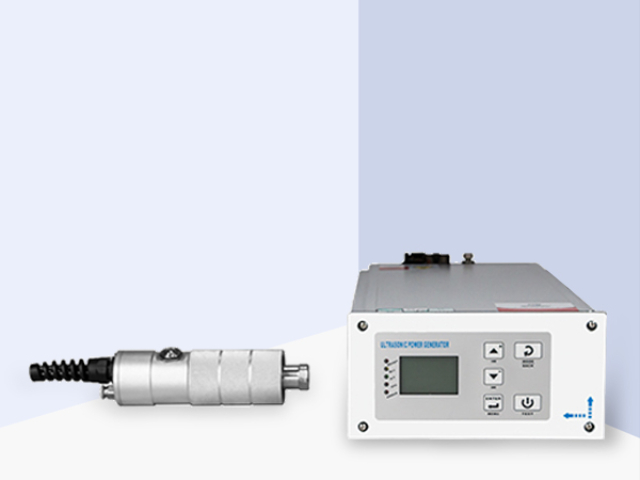
超声波焊接利用高频机械振动(通常频率范围为15-70kHz)产生的摩擦热和塑性变形实现材料连接。整个焊接系统主要由超声波发生器、换能器、变幅杆和焊头组成。超声波发生器将工频交流电转换为高频电信号,换能器利用压电效应将高频电信号转变为同频率的机械振动,变幅杆对机械振动的振幅进行放大,后焊头将放大后的振动传递至待焊接工件表面。当振动传递到工件接触面时,材料表面分子在高频振动作用下相互摩擦,产生大量热量,使材料表面温度升高,达到软化或熔化状态。在外部施加压力的作用下,软化或熔化的材料分子相互扩散、渗透,待冷却后形成牢固的连接接头。超声波焊接的焊接接头具有良好的密封性能,适用于需要承受高压的部件。湖南医疗超声波塑料焊接机设备
随着压电陶瓷材料性能提升,超声波焊接将向更高频率(100kHz以上)发展,实现纳米级精度控制。河北自动化超声波焊接机源头
当超声波作用于热塑性的塑料接触面时,会产生每秒数万次的高频振动。这种高频振动,通过上焊件,将超声能量传递到焊区。由于焊区的声阻较大,因此会产生局部高温。由于塑料的导热性较差,高温难以迅速散发,从而聚集在焊区,使两个塑料的接触面迅速熔化。在施加一定的压力后,这两个熔化的塑料接触面会融合成一体。当超声波停止作用后,持续施加压力几秒钟,使熔融的塑料凝固成型,从而形成一个坚固的分子链,达到焊接的目的。焊接的强度可以接近原材料的强度。超声波塑料焊接的效果受到多个因素的影响,包括换能器焊头的振幅、施加的压力以及焊接时间。其中,焊接时间和焊头压力是可以调节的,而振幅则由换能器和变幅杆决定。这些因素之间存在一个相互作用的比较好值。当能量超过这个比较好值时,塑料的熔融量会增加,可能导致焊接物变形;若能量过小,则可能无法牢固焊接。同时,施加的压力也不能过大,比较好压力通常为焊接部分边长与边缘每1mm的比较好压力之积。 河北自动化超声波焊接机源头