商机详情 -
选型摩擦焊推荐货源
而轴肩的直径大于搅拌指棒的直径。搅拌头的轴肩的作用:一是可以保证搅拌指棒插入的深度;其次是轴肩与被焊材料的表面紧密接触,防止处于塑性状态的母材表面的金属排出而造成的损失和氧化;三是与母材表面摩擦生热,提供部分焊接所需要的搅拌摩擦热。FSW接头焊缝的比较大宽度决定于摩擦搅拌棒肩部直径大小。搅拌摩擦焊要求特殊形状的搅拌指棒,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造。对于铝及其合金等轻型合金材料,在焊接过程中搅拌头的磨损程度很小。焊接过程中,因为搅拌头对焊接区域的材料具有向下挤压和侧向挤压的倾向,所以被焊工件要夹装背垫和夹紧固定,以便承受搅拌头施加的轴向力、纵向力(沿着焊接方向)以及侧向力。通过研究,在对接接头中,搅拌摩擦焊对焊接接头形状、清洁度以及接头装配间隙均有较大的工艺裕度,如搅拌摩擦焊对接焊时在接头间隙为厚度10%的条件下,同样可以得到优良的焊接接头。二、搅拌摩擦焊的特点搅拌摩擦焊由于它是一种固相连接,所以与其他焊接方法相比具有很多的优越性。1.搅拌摩擦焊的优点(1)搅拌摩擦焊是一种***、节能的连接方法对于厚度为,可单道焊双面成型,总功率输入约为3kw。口碑好的摩擦焊设备供应商。选型摩擦焊推荐货源

焊接过程不需要填充焊丝和惰性气体保护;焊前不需要开坡口和对材料表面作特殊的处理。(2)焊接过程中母材不熔化有利于实现全位置焊接以及高速连接。(3)适用于热敏感性很强及不同制造状态材料的焊接熔焊不能连接的热敏感性强的硬铝、超硬铝等材料可以用搅拌摩擦焊得到可靠连接;可以提高热处理铝合金的接头强度;焊接时不产生气孔、裂纹等缺点;可以防止铝基复合材料的合金和强化相的析出或溶解;可以实现铸造/锻压以及铸造/轧制等不同状态材料的焊接。( 选型摩擦焊推荐货源苏州摩擦焊设备供应商电话。
搅拌摩擦焊仍存在以下问题:(1)焊缝无增高在接头设计时要特别注意这一特征。焊接角接接头受到限制,接头形式必须特殊设计。(2)需要对焊缝施加大的压力,限制了搅拌摩擦焊技术在机器人等设备上的应用。(3)焊接结束由于搅拌头的回抽在焊缝中往往残留搅拌指棒的孔,所以必要时,焊接工艺上需要添加“引焊板或退出板”。(4)被焊零件需要由一定的结构刚性或被牢固固定来实现焊接;在焊缝背面必须加一耐摩擦力的垫板。(5)要求对接头的错边量及间隙大小必需严格控制(6)目前只限于对轻金属及其合金的焊接。总之,与熔焊相比,它是一种高质量、高可靠性、***率、低成本的绿色连接技术。目前,搅拌摩擦焊已经可以焊接全部牌号的铝及其合金,如1000系列(纯铝)、2000系列(AL-Cu合金)、3000系列(AL-Mn合金)、4000系列(AL-Si合金)、5000系列(AL-Mg合金)、6000系列(AL-Mg-Si合金)、7000系列(AL-Zn合金)、8000系列(其它铝合金)。也已实现铝基复合材料以及铸材和锻压板材的铝合金搅拌摩擦焊。铝合金搅拌摩擦焊的可焊厚度从初期的~,现已在工业生产中应用搅拌摩擦焊成功地焊接了厚度为~25mm铝合金。并且已实现单面焊的厚度达50mm、双面焊可以焊接70mm的铝合金。
近年来,为了保护环境、节约能源,人们强烈希望汽车、飞机、机车车辆、船舶等运输机械轻量化。为此,积极开发、研制适用于这些运输机械的轻金属材料,例如铝及其铝合金。铝及其铝合金材料由于重量轻、抗腐蚀、易成形等优点;随着新型硬铝、超硬铝等材料的出现,使得这类材料的性能不断提高,因而在航空、航天、高速列车、高速舰船、汽车等工业制造领域得到了越来越***的应用。除了运输机械外,土木建筑、桥梁等领域也引入了铝及其铝合金。这些结构的安装连接主要以焊接为主要连接方式。在铝及其铝合金的焊接中,存在的主要问题之一是由于它的膨胀系数大而在焊接时产生较大的变形。为了防止变形,在施工现场,必须采用胎卡具固定,和由培训过的熟练工人操作。因为铝及其铝合金容易氧化,表面存在一层致密、坚固难熔的氧化膜,所以焊前要求对其表面进行去膜处理;焊接时,要用氩等惰性气体进行保护。铝及铝合金焊接时,易产生气孔、热裂纹等缺点,也是焊接时必须注意的问题。对于热处理型铝合金来说,必须避免在焊接时热影响区产生软化,强度降低的问题。为了解决铝及铝合金熔化焊时出现的以上问题,开发研制出一种新的固相焊接方法,即搅拌摩擦焊。不同型号的搅拌摩擦焊设备。
航空航天搅拌摩擦焊工艺技术有哪些?搅拌摩擦焊工艺技术之——曲面:
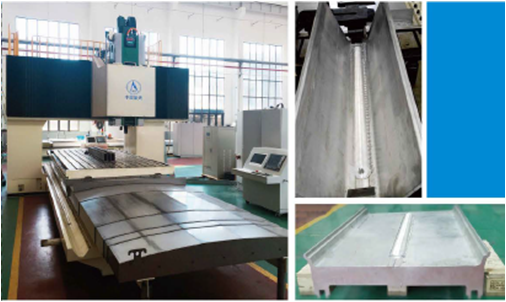
锥面焊接是一种空间曲面结构焊接技术,主要应用于火箭前端锥段等结构的焊接。我司针对锥面焊接的特殊要求,研制开发五轴联动设备,并开发了相应的工艺,成功实现了锥面空间复杂曲面的焊接,焊接接头性能完全能满足使用要求,为火箭壳体、雷达面板、飞机蒙皮等 曲面结构的焊接奠定了基础。
航空航天搅拌摩擦焊工艺技术有哪些?
航空航天搅拌摩擦焊工艺技术之——厚板:
对于厚板较大的材料,搅拌摩擦焊可以避免普通熔焊所面临的的多道焊接的问题,大幅度提高焊接效率;同时可以减少焊接热输入,提高接头性能。目前,我司已成功实现100mm铝合金(单面)、35mm铜合金(单面)等大厚度材料的焊接问题,接头性能满足使用要求并优于常规熔焊的接头性能,为进一步拓展FSW的应用领域奠定了基础。
摩擦焊设备专业供应商苏州市益五机械。选型摩擦焊推荐货源
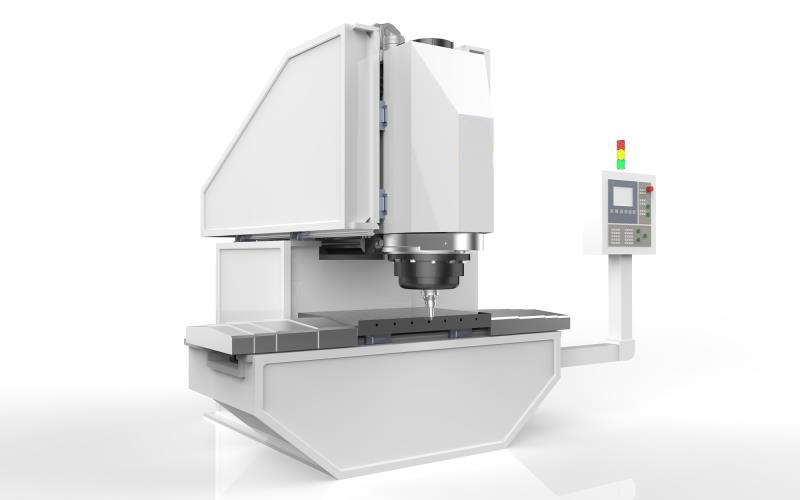
不同型号的搅拌摩擦焊设备,详情介绍。选型摩擦焊推荐货源
苏州搅拌摩擦焊代理商——苏州益五机械为您介绍关于搅拌摩擦焊设备简介:
苏州搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。同时对材料进行搅拌摩擦来完成焊接的。在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到***表面氧化膜的作用。 选型摩擦焊推荐货源
苏州市益五机械科技有限公司拥有研发,生产,销售:机械配件,模具,五金制品。销售:刀具(不含管制刀具),机械设备,润滑油,提供机械设备维修服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动),自动化解决方案,数控设备销售等。等多项业务,主营业务涵盖型材加工中心,摩擦焊,慢走丝,钻攻。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。苏州市益五机械科技有限公司主营业务涵盖型材加工中心,摩擦焊,慢走丝,钻攻,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的型材加工中心,摩擦焊,慢走丝,钻攻形象,赢得了社会各界的信任和认可。