商机详情 -
使用双主轴加工中心设备销售
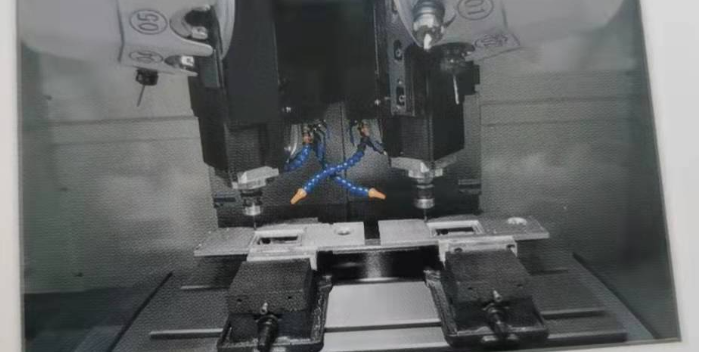
双主轴是说的两个主轴的车削中心, 左右分别布置两个主轴,可以同时加工两个零件 也可以通过两个主轴驱动提高机床驱动力,也能通过两个主轴的交换完成一个零件的所有面的加工,双主轴加工中心是欧洲机床企业应汽车制造业的要求开发的新产品,可以同时加工二个工件,成倍提高了加工效率。欧洲主要机床企业都开发了此类产品,形式各异,基本上都在3轴控制以上,很多的达到6轴控制,五轴联动。机床采用双刀库、双换刀机构,Z轴大多采用滑枕移动式,提高了移动速度和加速度,大多可以各自控制两个主轴(Z1/Z2轴)移动。 双主轴加工中心优惠价格。使用双主轴加工中心设备销售

加工中心,是用于对工件进行成型加工的大型设备。目前多是采用单一主轴对工件进行加工,在工件形状较为复杂时,加工效率低,难以满足生产需求。针对现有技术的上述缺陷,提供一种双主轴卧式加工中心和一种双主轴卧式加工中心的使用方法。
本发明解决其技术问题所采用的技术方案是:
一方面,提供了一种双主轴卧式加工中心,包括底座和加工台;其中,所述底座上设置有带动所述加工台在水平面上转动的靠前转动机构,以及分布在所述加工台两侧的两组加工单元;
使用双主轴加工中心设备销售双主轴加工中心和单轴区别。
目前,轴类零件,例如轴类件,在对其两端端面进行钻、攻、铣等工序时,一般采用组合机床方式进行加工。但是,由于加工设备落后,自动化程度不高,工序分散,需要反复装夹和调整,导致加工效率低下、工人劳动强度大。而且应用这种加工方式,加工质量得不到保证,生产时报废率较高,给企业带来了沉重的经济负担新型对列双主轴卧式加工中心可以一次性对轴类零件两端面进行钻、攻、铣加工,工序集中,避免了反复装夹和调整,采用单对列主轴和双对列主轴结构的加工效率分别是普通加工中心的两倍和四倍以上。特别是对于较重的轴类零件,可极大减轻工人的劳动强度。并且本实用新型在加工过程中的装夹、换刀均由计算机程序控制,无人为干扰,具有加工精度高的特点。
在批量生产中,采用多轴加工工艺无疑是一种可以大幅提高生产率和降低生产成本的有效方法。这种方法既适用于车削加工,也适用于铣削加工。如果能够把车铣两种工艺合成到一台机床上,只用一道工序即可把工件加工完毕,其优点则将更为明显。在这种情况下,由于工件换装的工序可以省去,所以加工精度得到提高;同时,由于可以省去更换设备所需的时间,因此加工时间得以大幅缩短。现代化的加工中心只有在使用相应高效的夹紧装置的条件下,才能以其较高的切削和进给速度,使较高的加速度和较高的主轴转速真正达到较高的生产效率。夹具可以在很大程度上影响着刀具换装时间和上料时间。而在这段时间里机器是处于停机状态的。因夹具所限而发生的时间,有时候还有很多潜力有待挖掘。 双主轴加工中心厂家推荐。

双主轴加工中心:机床制造中,即使取得了所有的技术进步,现代机床也只能利用其使用时间的约30%进行加工.而大多数时间为非生产的辅助时间:工件和刀具更换,加速,制动和定位等时间.如果加工中心要更换许多不同的刀具,则换刀时间明显地多于定位时间. 因此,在Mach 1加工中心(见图)上平行配置两个相互独立的主轴头或主轴.通过这一布局,用于换刀的辅助时间作为平行作业时间而被抵消:当一个主轴在进行加工时,另一个主轴可以换刀和定位,包括主轴的加速和制动(在高速加工时这是辅助时间的一个重要部分). 二手和全新的双主轴加工中心推荐什么?徐州关于双主轴加工中心代理
双主轴加工中心代理厂家有吗?使用双主轴加工中心设备销售
双轴车铣加工中心可以同时在5个面上对预成形工件进行综合加工。对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴。传动轴的最大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm。所加工的工件的最大直径为150mm。位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位。两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩比较大可以达到140Nm,转速可以达到10500、12000或15000r/min。当转速达到20000r/min以上时,主轴也可以被用作驱动轴。 使用双主轴加工中心设备销售
苏州市益五机械科技有限公司主营品牌有普拉迪型材加工中心,航天搅拌摩擦焊,,发那科慢走丝,,发那科钻攻,发展规模团队不断壮大,该公司服务型的公司。益五机械是一家有限责任公司企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。公司拥有专业的技术团队,具有型材加工中心,摩擦焊,慢走丝,钻攻等多项业务。益五机械以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。