商机详情 -
徐州品质双主轴加工中心公司
双轴车铣加工中心可以同时在5个面上对预成形工件进行综合加工。对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴。传动轴的最大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm。所加工的工件的最大直径为150mm。位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位。两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩比较大可以达到140Nm,转速可以达到10500、12000或15000r/min。当转速达到20000r/min以上时,主轴也可以被用作驱动轴。 生产双主轴加工中心的厂家。徐州品质双主轴加工中心公司
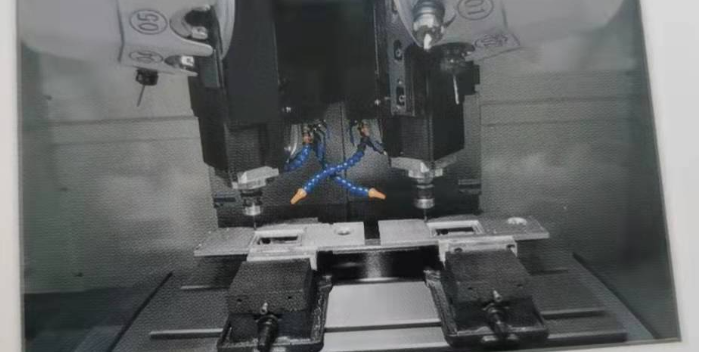
一种双主轴自动加工中心,包括主轴a1和主轴b2,所述主轴a1和主轴b2位于主轴座3上,刀库4位于主轴a1和主轴b2上方,刀库4内设有装载备用刀具的刀盘5,主轴a1、主轴b2与刀盘5之间活动连接换刀机械手6,通过换刀机械手6实现对主轴a1、主轴b2上刀具的更换,主轴a1和主轴b2的对侧设有用于固定待加工工件的移动夹具7,所述主轴a1、主轴b2、换刀机械手6、移动夹具7与智能控制系统连接。
两个所述夹持部间距与主轴a1和主轴b2间距相同,所述主轴a1和主轴b2连接间距自动测量与补偿装置,两个所述夹具间距与主轴a1和主轴b2间距理论相同,如有偏差,系统会自动进行测量并补偿到加工程序中,同时保证两个加工工件的质量。
徐州品质双主轴加工中心公司双主轴加工中心和单轴区别。
结构特点:
1、两套好品质主轴机构
主轴箱上配备两套主轴,可按照相同的程序同事家共两件相同的工件,两主轴中心距在260-320范围内可调。
2、两套自动换刀机构
立柱左右各配置一套机械手刀库,实现双主轴各自的刀具交换,换刀动作快速准确。
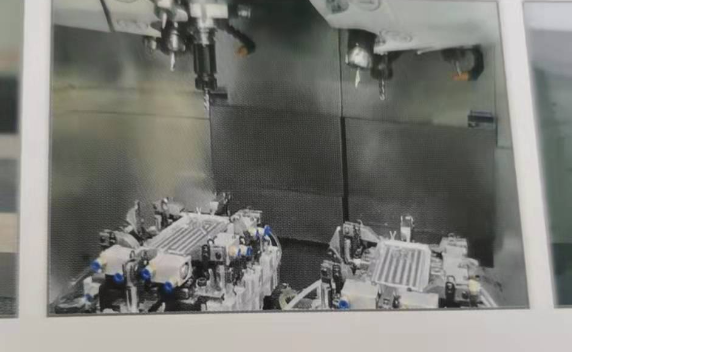
3、机内机外两套自动排屑器
机床的床身两侧铸有排屑回水槽,经左右两套螺旋排屑装置向机床后部排屑,链板式自动排屑系统置于机床后部,可满足无人化管理,高效可靠。
对回转台的驱动和加工中心的定位及推进动作,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出。当X、Y、Z的行程分别达到400mm、400mm和360mm时,所有3个线性轴的高速档均可以达到60m/min的速度。由于按照受力的原理,位于刀具一侧的铣轴同时也负责刀具的更换,它必须向上朝着刀库的方向定位,所以,Z轴会以大约1.2g的速率进行加速或减速。X轴的加速度为0.5g,Y轴的加速度为0.8g。各轴配合的结果是从一个切削工序到另一个切削工序的时间为短短的2.4s。
苏州双主轴加工中心销售。

现有的自动加工中心,一次只能加工一个工件,机床占用空间相对较大,由于装卡和拆卸工件占据很多时间,所以单轴加工中心加工效率相对较低;又由于加工过程中的换到时间占全部加工时间的很大一部分,主轴累计换刀所需时间较长,降低工作效率和能源利用率,生产成本高。为解决现有技术存在的缺陷,本实用新型的目的是提供一种加工效率高、换刀迅速、结构紧凑的双主轴自动加工中心。本实用新型涉及一种双主轴加工装置,属于机械自动化设备技术领域。 苏州双主轴加工中心售卖。南京质量双主轴加工中心私人定做
苏州双主轴加工中心厂家。徐州品质双主轴加工中心公司
目前,轴类零件,例如轴类件,在对其两端端面进行钻、攻、铣等工序时,一般采用组合机床方式进行加工。但是,由于加工设备落后,自动化程度不高,工序分散,需要反复装夹和调整,导致加工效率低下、工人劳动强度大。而且应用这种加工方式,加工质量得不到保证,生产时报废率较高,给企业带来了沉重的经济负担新型对列双主轴卧式加工中心可以一次性对轴类零件两端面进行钻、攻、铣加工,工序集中,避免了反复装夹和调整,采用单对列主轴和双对列主轴结构的加工效率分别是普通加工中心的两倍和四倍以上。特别是对于较重的轴类零件,可极大减轻工人的劳动强度。并且本实用新型在加工过程中的装夹、换刀均由计算机程序控制,无人为干扰,具有加工精度高的特点。 徐州品质双主轴加工中心公司
苏州市益五机械科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州市益五机械科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!