商机详情 -
无锡求购摩擦焊公司
苏州搅拌摩擦特点——焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。***消耗的是焊接搅拌头。通常在Al合金焊接时,一个工具钢搅拌头可焊到800m长的焊缝。 同时,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。特别是Al合金薄板熔化焊接时,结构的平面外变形是非常明显的,无论是采用无变形焊接技术还是焊后冷、热校形技术,都是很麻烦的,而且增加 了结构的制造成本。
搅拌摩擦焊焊接过程——在焊接过程中 工件要刚性固定在背垫上,焊头边高速旋转.边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到***表面氧化膜的作用。
质量摩擦焊设备不同型号有不同的特点。无锡求购摩擦焊公司
其寿命会有差别。在实际施焊过程中,以达到规定的焊缝长度或达到规定的使用时间为其寿命。例如焊接板厚6mm的6082-T6铝合金时,焊接长度为800m。当搅拌头坏损后,一定要把残留在焊缝内的破损的搅拌指棒取出。目前,采用肉眼观察检验搅拌头是否破损,是不容易的。在实际施焊过程中,达到规定的寿命,必须更换搅拌头,然后通过研磨等修复处理后再使用。4.搅拌头的前进角搅拌头的前进角是指搅拌头中心轴线与工件表面垂线之间的夹角。在一般情况下,搅拌头的前进角定为3-5º。确定前进角的目的,一般认为它可以提高搅拌头的寿命,促进摩擦引起的焊缝金属塑性流动,消除产生缺点的倾向。搅拌头的前进角对焊缝金属塑性流动的影响如图2-4所示。当改变搅拌头的前进角时,焊缝金属的塑性流动停滞点发生很大变化。从图中可以看出,在搅拌头的前进角为零度时,即搅拌头与工件表面垂直,焊缝金属的塑性流动停滞点处于焊根部中心,随着前进角角度的增大,搅拌力增大,塑性流动的停滞点向焊缝上方移动,这有利于消除缺点。图1-4搅拌头前进角对焊缝金属的塑性流动停滞点位置的影响5.搅拌头的位置搅拌头的位置是被焊金属与搅拌头的相对位置有关的参数。为了获得没有缺点的良好接头。无锡求购摩擦焊公司可提供摩擦焊设备的代理商。
关于传统摩擦焊的定义:利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。摩擦焊工艺发展编辑摩擦焊工艺方法已由传统的几种形式发展到二十多种,极大地扩展了摩擦焊接的应用领域。被焊零件的形状由典型的圆截面扩展到非圆截面(线性摩擦焊)和板材(搅拌摩擦焊),所焊材料由传统的金属材料拓宽到粉未合金、复合材料、功能材料、难熔材料,以及陶瓷—金属等新型材料及异种材料领域。词条图册更多图册参考资料1.王高潮.材料科学与工程导论:机械工业出版社,20062.宁斐章,才荫先等编著.摩擦焊[M].北京:机械工业出版社,.3.尹欣编.摩擦焊及其检测技术[M].北京:知识产权出版社,.词条标签:科学百科航空航天分类,食品,航空航天,生活。
苏州搅拌摩擦焊的常用术语及定义:
1、旋转:搅拌头旋转启动后,以一定速度插入待焊零件;
2、插入:停留一段时间,搅拌头附近区域的接头材料得到足够的摩擦热输入,从而出现软化变形,并有部分材料被挤到接头外部;
3、焊接:此时可以进行焊接,焊接时热塑化的接头材料不断被搅拌头向后转移,这部分材料在一定锻压力的作用下可以与周围材料形成牢固的扩散连接;
4、离开:焊接完成后,搅拌头以一定速度离开零件表面,焊接过程结束。 在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。
以上是苏州搅拌摩擦焊设备的定义,您是否了解了??? 摩擦焊设备参数咨询苏州市益五。

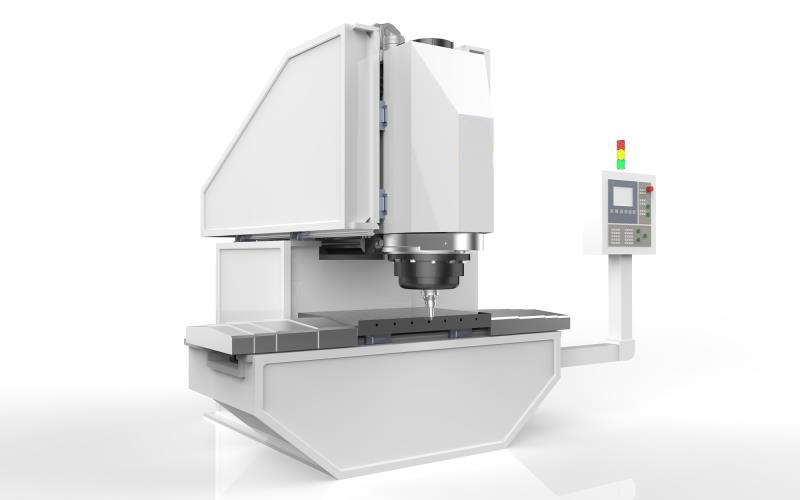
搅拌摩擦焊设备有哪些技术特点呢?
1、塑化过程:
搅拌摩擦焊过程通过材料的热塑性实现,具有较高的焊接一致性,焊缝无热裂纹,无夹杂,无气孔等熔焊缺点;
2、操作简单:
搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作技能的依赖性,实现了全自动焊接;
3、简化工序:
焊前无需对铝合金氧化层做预处理,也不需要开坡口,焊接过程中不需要填充材料和保护气,简化了焊接工序;
4、绿色环保:
搅拌摩擦焊接过程,低能量输入,不产生烟尘。飞溅、紫外线以及电磁辐射,实现了焊接过程的绿色环保。
5、焊接性能优越:焊缝残余应力低焊缝强度和韧性高,基本接近母材,提高了焊缝可靠性,节省了维护成本;
6、异质合金焊接:
搅拌摩擦焊可以实现异质合金的焊接,甚至用其它熔焊方法不能实现的焊接组合制品;
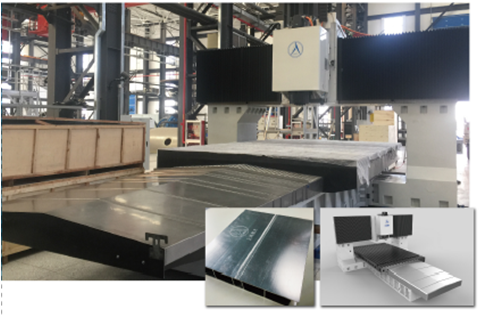
搅拌摩擦焊设备供应商——苏州市益五机械感谢您的浏览!!! 苏州市益五机械为您介绍摩擦焊设备的特点。无锡求购摩擦焊公司
吴江摩擦焊设备供应商报价。无锡求购摩擦焊公司
搅拌摩擦焊仍存在以下问题:(1)焊缝无增高在接头设计时要特别注意这一特征。焊接角接接头受到限制,接头形式必须特殊设计。(2)需要对焊缝施加大的压力,限制了搅拌摩擦焊技术在机器人等设备上的应用。(3)焊接结束由于搅拌头的回抽在焊缝中往往残留搅拌指棒的孔,所以必要时,焊接工艺上需要添加“引焊板或退出板”。(4)被焊零件需要由一定的结构刚性或被牢固固定来实现焊接;在焊缝背面必须加一耐摩擦力的垫板。(5)要求对接头的错边量及间隙大小必需严格控制(6)目前只限于对轻金属及其合金的焊接。总之,与熔焊相比,它是一种高质量、高可靠性、***率、低成本的绿色连接技术。目前,搅拌摩擦焊已经可以焊接全部牌号的铝及其合金,如1000系列(纯铝)、2000系列(AL-Cu合金)、3000系列(AL-Mn合金)、4000系列(AL-Si合金)、5000系列(AL-Mg合金)、6000系列(AL-Mg-Si合金)、7000系列(AL-Zn合金)、8000系列(其它铝合金)。也已实现铝基复合材料以及铸材和锻压板材的铝合金搅拌摩擦焊。铝合金搅拌摩擦焊的可焊厚度从初期的~,现已在工业生产中应用搅拌摩擦焊成功地焊接了厚度为~25mm铝合金。并且已实现单面焊的厚度达50mm、双面焊可以焊接70mm的铝合金。无锡求购摩擦焊公司
苏州市益五机械科技有限公司是一家服务型类企业,积极探索行业发展,努力实现产品创新。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。公司始终坚持客户需求优先的原则,致力于提供高质量的型材加工中心,摩擦焊,慢走丝,钻攻。益五机械以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。