商机详情 -
温州去內毛刺焊管
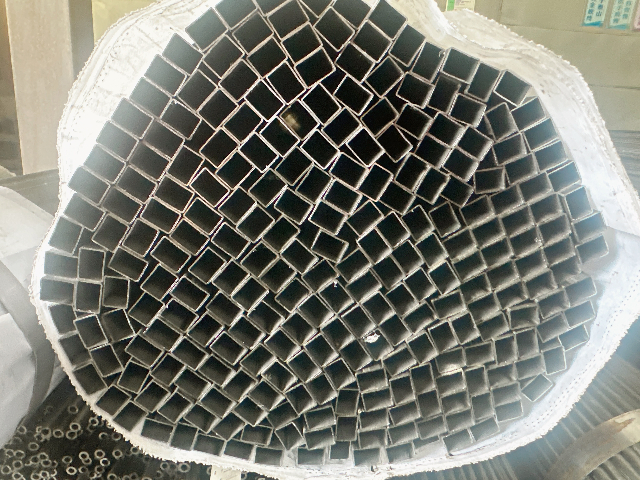
在现代工业体系中,小口径精密圆管是支撑诸多细分领域发展的关键基础材料,无锡锦润钢管在该类产品的研发与生产上,始终以精益求精的态度把控每一个环节。从基材的甄选开始,公司便严格筛选具有优良韧性与强度的金属原料,确保从源头奠定产品的高质量基础。生产过程中,采用先进的冷加工成型工艺,通过精确调控加工速度与压力,让圆管在成型阶段就具备高度的尺寸一致性。后续的热处理环节,更是通过科学的温度曲线控制,进一步优化圆管的内部组织结构,提升其综合力学性能。经过这般层层打磨的小口径精密圆管,不仅能轻松适配精密设备的装配需求,更能在长期使用中保持稳定性能,成为众多企业生产流程中不可或缺的可靠伙伴。异型管由普通碳结构钢及 16Mn 钢带焊接而成,包括方管、矩形管、帽管、空橡胶钢门窗钢管等。温州去內毛刺焊管
焊管
焊管在汽车制造中的应用:汽车制造过程中,焊管在多个关键部位发挥着重要作用。汽车的车架结构部分大量使用强度高的焊管,这些焊管经过精心设计和制造,为车身提供稳定的支撑更好的让汽车在行驶过程中的有安全性和稳定性。例如,一些汽车的底盘框架采用矩形焊管焊接而成,通过优化结构设计和选用合适的钢材,在减轻车身重量的同时提高了车架的强度和刚性。汽车的排气系统则常采用不锈钢焊管,由于排气过程中管道要承受高温以及尾气的腐蚀,不锈钢焊管的耐高温和耐腐蚀性能能够确保排气系统的正常工作和较长的使用寿命。此外,汽车的燃油管道对焊管的密封性和耐油性要求极高,以防止燃油泄漏,行车安全。镇江精密焊管焊管在出厂前采用涡流检测技术对管身进行全方面扫描,精确排查内部隐藏的裂纹、气孔等潜在缺陷,保障质量。
生产工艺简单:焊管的生产流程相较于无缝钢管更为简便。以直缝焊管为例,其生产过程主要包括钢板或带钢的矫平、剪切对焊、铣边、成型及焊接等工序。在成型阶段,通过高频电阻焊或电弧焊等焊接方式,可将板材卷曲成管。这种简单的工艺使得生产效率大幅提升,一条现代化的焊管生产线每小时产量可达数十吨。如某焊管生产企业采用自动化生产线,从原料到成品产出,需几分钟,极大缩短了生产周期,满足市场大规模需求。设备成本低:建立焊管生产线所需的设备相对较少。与复杂的无缝钢管生产设备相比,焊管生产设备种类和数量较少,且价格更为亲民。例如,一套小型焊管生产设备的购置成本为无缝钢管生产设备的三分之一左右。这对于有限的中小企业而言,降低了进入行业的门槛,使更多企业能够参与到焊管生产中,促进市场竞争,推动行业发展。
小口径圆形焊管的品质根基始于原材料的严苛甄选,只有符合标准的钢板或带钢才能进入生产流程。选材时不仅要关注材质是否适配焊接需求,确保后续焊接后能形成足够的强度与韧性,更要细致检查原材料表面状态,杜绝裂纹、夹杂、气泡等缺陷的存在,边缘的平整光滑度也需严格把控,避免毛刺影响后续加工精度。同时,通过专业的化学成分分析与力学性能试验,全方面验证原材料的内在品质,从源头为焊管性能筑牢基础,让每一批次的原材料都能满足精密生产的要求。焊管常用材质有 Q235A、Q235B、16Mn、20# 等碳素结构钢和低合金结构钢。

焊接性能良好:多数焊管材质具有良好的焊接性能,便于连接和组装。在建筑施工中,焊管作为钢结构的主要材料,可通过焊接构建框架结构,减少现场施工时间和劳动力成本。在管道安装工程中,焊管之间的焊接连接能够确保管道系统的密封性和稳定性,防止流体泄漏。且不同焊接工艺的应用,如电弧焊、气体保护焊等,可进一步优化焊接质量,满足各种工程需求。力学性能满足多场景需求:不同材质的焊管具备多样化的力学性能,能够适应多种应用场景。碳素结构钢材质的焊管,如Q235系列,具有适中的强度和良好的塑性、韧性,可用于一般建筑结构、普通机械零件制造等;低合金结构钢材质的焊管,像Q345,强度提升,适用于桥梁建设、大型建筑承重结构等对强度要求高的工程;不锈钢材质的焊管则凭借优异的耐腐蚀性和一定的力学性能,在化工、食品等行业广泛应用,为各行业提供可靠的材料。同时,焊管还应具备良好的耐磨性,以抵抗介质的冲刷和磨损。盐城微型焊管
体育设施:体育场的围栏、健身器材(如单双杠)多为焊管制作,满足安全使用标准。温州去內毛刺焊管
不同标准对焊管的技术要求存在差异,形成了体系化的质量管控框架。国标GB/T3091-2015规定低压流体输送用焊管外径公差为±1%(≤508mm时),壁厚偏差±12.5%,需通过5MPa水压试验保压10秒无泄漏;美标ASTMA53将焊管分为A、B级,B级钢硫磷含量≤0.04%,且需通过扩口率30%的无裂纹试验,领域的ASTMA312标准要求304不锈钢焊管进行晶间腐蚀检测。德标DINEN10255规定矩形管圆角半径≤1.5倍壁厚,表面镀锌层需通过硫酸铜浸渍试验;日标JISG3444要求机械结构用焊管弯曲90°、半径≤2倍管径时无裂纹;俄标GOST10705对寒区用焊管规定-40℃冲击功≥27J。企业需根据目标市场(如出口欧盟遵循EN标准)或行业需求(如航天领域采用AMS标准),通过光谱分析、金相检验等手段确保全流程合规,例如出口北美的API5L焊管需通过-20℃夏比冲击试验(吸收功≥41J)。温州去內毛刺焊管