商机详情 -
柳道点胶口工艺
开放式热流道系统是注塑成型技术中应用**为***的基础类型,其**设计逻辑是利用加热介质使塑料熔体在流道内全程保持熔融状态,直至浇口进入模具型腔。与冷流道系统不同,开放式热流道取消了流道部分的冷却环节,彻底消除了冷料头和流道废料的产生。系统主要由热喷嘴、分流板、加热圈/加热棒、感温组件及隔热垫片构成。在工作过程中,熔体从注塑机喷嘴进入,经过分流板分配后流向各个热喷嘴,喷嘴内的加热元件持续补偿热量损失,确保熔体黏度稳定、流动性良好。这种结构使得注塑机可实现连续、无间断的注射生产,大幅提升了整体成型效率,是目前通用塑料、大批量生产场景的主流选择。热流道无浇口废料,省去后续处理工序,简化生产全流程。柳道点胶口工艺
热流道系统的正确选型需要综合考量塑料材料特性、产品结构、型腔数量、生产产量、精度要求与成本预算等多重因素。针对高温工程塑料,应选用耐高温、耐腐蚀、耐磨的热流道组件;针对加玻纤增强材料,喷嘴与流道需采用耐磨合金材质,防止长期冲刷造成磨损;针对透明件、外观件,优先选择针阀式热流道,保证浇口光洁无痕;针对多腔模具,必须采用平衡式分流板,确保各型腔进料均匀;针对薄壁、长流程、复杂结构产品,热流道可降低填充压力,提升成型成功率。小批量试产可选用经济型开放式热流道,大批量量产则推荐高稳定性、长寿命的**系统。合理的选型能够比较大限度发挥热流道优势,避免因配置不当导致生产故障、产品不良与成本浪费。YUDO点胶口价格适配多型腔模具,制品品质均衡,一致性高.

消费电子行业对注塑产品的精度、外观、一致性要求极高,热流道技术为微型件、薄壁件、精密结构件的生产提供了可靠保障。手机外壳、充电器、连接器、按键、传感器部件等产品普遍具有尺寸小、壁薄薄、型腔多、外观要求严的特点,热流道点浇口直径小、痕迹浅,无需后续打磨处理,可保持产品表面完整美观。多腔热流道系统能够保证数千腔产品尺寸一致、重量稳定,良品率可达99%以上。同时,热流道可适配LCP、PPS、PC等高温电子材料,满足无卤阻燃、耐温耐压等特殊要求。在电子制造高速迭代、大批量交付的背景下,热流道有效提升生产效率、降低成本,是消费电子模具实现高精度、高产能的**技术。
薄壁注塑与微型注塑是当前注塑技术的重要发展方向,热流道系统在该领域具备不可替代的优势。壁厚0.5mm以下的超薄件与微小精密件,对熔体流动性、填充速度、压力控制要求极高,热流道恒温输送可降低熔体黏度,减少填充阻力,避免出现缺料、烧焦、滞流等缺陷。针阀式时序控制技术可实现顺序填充,优化熔体流动路径,降低产品内应力,减少翘曲变形。微型热流道浇口直径可小至0.3mm,能够满足微小部件的浇口要求,且浇口痕迹细微,无需后处理。热流道配合高响应注塑机与精密模具,可稳定实现微型件、超薄件的大批量生产,推动精密注塑技术向更小、更薄、更精的方向发展。无流道废料产生,节约原料,降低生产材料成本.

热流道维修质保需明确权责,规范处理。质保期内,产品自身质量问题引发故障,提供免费维修、更换合格配件,不收取工时及配件费用。因操作不当、原料不符、外力损坏、私自拆解等人为因素导致故障,不在**质保范围,可提供有偿维修。维修时先沟通故障情况,核实产品信息,精细排查问题,快速检修更换受损部件,修复后调试合格。质保期以产品交付时间为准,到期后仍可提供长期维修服务与配件支持。维修后做好售后跟进,保障使用稳定性。日常规范操作、定期保养,能减少故障,延长热流道使用寿命。质保与维修全程据实判定,依规处理.热流道系统成熟,满足多样化生产需求。上海点胶口供应
热流道优化注塑工艺,简化模具结构,延长模具使用寿命。柳道点胶口工艺
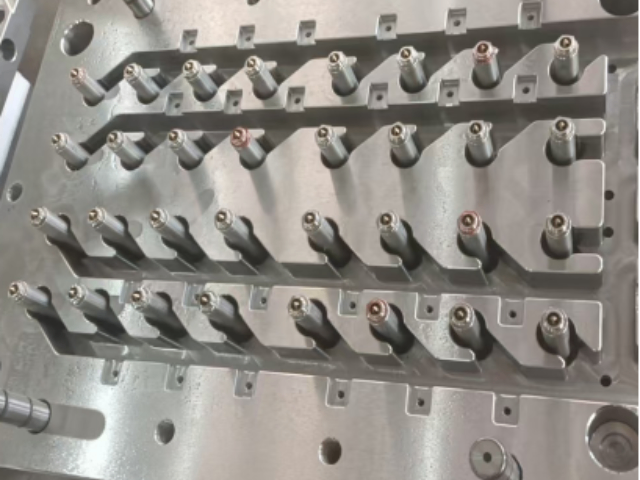
开放式热喷嘴作为系统的终端执行部件,其设计直接决定了注塑产品的表面质量与成型稳定性。标准的开放式热喷嘴通常采用一体化加热结构,加热圈紧密贴合喷嘴外壁,通过热传导迅速提升喷嘴头部温度。喷嘴前列通常设计有较大的浇口尺寸,以减少流动阻力,防止低黏度材料发生降解或高黏度材料填充困难。为了适应不同材料,开放式喷嘴材质多选用**度、高导热的模具钢,并经过精密热处理与抛光处理,保证长期使用下的耐磨性与耐腐蚀性。虽然在应对高玻纤含量材料时,大浇口可能导致玻纤分布不均,但在通用PP、PE、ABS等材料加工中,其稳定的表现使其成为成本效益比较高的方案之一。柳道点胶口工艺