商机详情 -
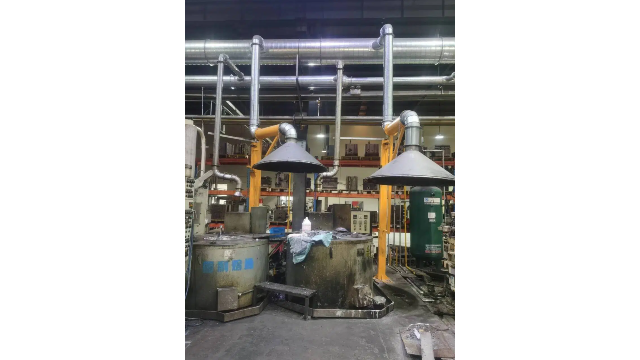
通用型熔炉集尘罩壳商家
防氧化设计:应对高温富氧环境的材质保护方案在富氧燃烧熔炉(如玻璃熔炉、冶金熔炉)中,高温富氧环境易导致罩壳材质加速氧化,需进行防氧化设计。罩壳主体材质选用含铬20%以上的耐热钢,形成致密的氧化铬保护膜,阻止氧气进一步与基材反应;表面喷涂高温抗氧化涂层,涂层主要成分为铝基复合陶瓷,厚度80μm,在1200℃高温下仍能保持稳定,抗氧化性能提升3倍;罩壳拼接焊缝处采用惰性气体保护焊接工艺,避免焊接过程中焊缝氧化,同时焊缝表面额外涂刷抗氧化密封胶,增强整体防氧化能力。此外,定期对罩壳进行氧化检测,通过超声波测厚仪检查材质氧化减薄情况,当厚度减少超过10%时,及时进行涂层修复或局部更换,延长罩壳在高温富氧环境下的使用寿命。符合环保排放规范,助力企业达到熔炉粉尘处理标准。通用型熔炉集尘罩壳商家

耐高温材质选型:应对熔炉高温工况的主要基础熔炉运行时炉膛及排烟口温度可达800-1200℃,集尘罩壳的材质选型直接决定其使用寿命与安全性。常规工业熔炉多选用Q345R耐热钢板,该材质在600℃以下能保持稳定的机械性能,避免高温变形;对于中频感应炉、电弧炉等超高温设备,需升级为310S不锈钢材质,其含铬镍量高达25%以上,可耐受1200℃的持续高温,且抗高温氧化能力优异。部分罩壳还会在内壁复合陶瓷纤维层,厚度50-80mm,既能进一步阻隔热量传递,降低外壳表面温度,又能减少高温对罩壳结构的损伤。材质选择需结合熔炉具体温度参数,避免因材质耐温不足导致罩壳开裂、涂层脱落,确保长期稳定运行。密闭型熔炉集尘罩壳商家减轻粉尘对车间电器设备的损害,延长辅助设备使用寿命。
抗磨损强化:应对高硬度粉尘的耐用设计对于含高硬度粉尘(如刚玉冶炼炉、硅铁熔炉)的工况,集尘罩壳需进行抗磨损强化。罩壳内壁在粉尘冲击严重区域(如进风口、导流板)粘贴耐磨陶瓷片,硬度达HRA85以上,耐磨性能是普通钢板的10倍;进风口采用渐扩式结构,减少粉尘对内壁的直接冲击,同时加装导流环,引导粉尘沿壁面流动,降低磨损;除尘管道与罩壳连接部位采用厚壁耐磨管,厚度15mm,材质为NM450耐磨钢,使用寿命延长至5年以上。此外,定期通过磨损检测传感器监测内壁厚度,当磨损量超过30%时,自动提醒更换耐磨部件,避免因过度磨损导致罩壳损坏,确保在高硬度粉尘工况下长期稳定运行。
负载均衡设计:保护熔炉本体的结构优化熔炉集尘罩壳安装在熔炉本体上时,需进行负载均衡设计,避免局部受力过大导致熔炉变形。罩壳安装支架采用对称式布局,将重量均匀分布在熔炉的4-6个支撑点上,每个支撑点的负载不超过熔炉设计承重的70%;支架与熔炉接触部位加装弹性缓冲垫,厚度20mm,分散局部压力,减少对熔炉本体的挤压;对于大型罩壳(重量超过500kg),采用单独地面支架,不依赖熔炉承重,只通过管道与熔炉连接,彻底消除罩壳重量对熔炉的影响。负载均衡设计确保罩壳安装后,熔炉本体应力分布均匀,不影响熔炉的结构稳定性与使用寿命。紧凑造型设计,节省车间空间,不影响熔炉周边设备操作。

自动清灰系统集成:减少人工维护的智能设计熔炉集尘罩壳内部易堆积高温粉尘,人工清理不只效率低,还存在安全风险,因此集成自动清灰系统尤为重要。常见的清灰方式为脉冲喷吹清灰,在罩壳内部安装若干喷吹管,每个喷吹管配备3-5个喷嘴,对准罩壳内壁及导流板。清灰系统与PLC控制器联动,可设定定时清灰(如每2小时一次)或根据粉尘浓度传感器数据触发清灰,喷吹压力控制在0.5-0.7MPa,通过压缩空气快速冲击内壁,使堆积的粉尘脱落。清灰产生的粉尘通过底部的卸灰阀排出,接入粉尘收集袋或输送至废料处理系统,实现全程自动化,无需人工进入罩壳内部操作。自动清灰系统可将人工维护频率降低70%,同时避免粉尘长期堆积影响除尘效率。快速对接除尘管道,避免粉尘堵塞,确保输送通道顺畅。江苏通用型熔炉集尘罩壳价格查询
优化气流导向设计,提升粉尘捕捉速率,增强集尘效果。通用型熔炉集尘罩壳商家
防生物侵蚀设计:应对潮湿车间的微生物防护在潮湿的熔炉车间,集尘罩壳内部易滋生霉菌、细菌等微生物,导致材质腐蚀、产生异味。设计时,罩壳内壁喷涂涂层,率达99%(针对大肠杆菌、金黄色葡萄球菌),有效期长达5年;积尘斗底部设置排水孔,确保无积水,减少微生物滋生环境;定期通过自动清灰系统通入高温压缩空气(温度80℃),对内部进行杀菌处理,抑制微生物繁殖。此外,罩壳采用无缝焊接工艺,避免缝隙积存污垢,减少微生物附着点,确保在潮湿环境下罩壳内部清洁,无异味、无微生物侵蚀,延长使用寿命。通用型熔炉集尘罩壳商家