商机详情 -
漳州袋泡茶包装机设备
食品包装机的类型都有哪些?市面上包装机种类较多,包括:给袋式包装机、拉伸膜包装机、立式包装机、枕式包装机、卧式包装机等,那么,不同的物料应该如何选择合适的包装机呢?全自动给袋真空包装机可包装金针菇、魔芋、榨菜丝、丸类、鸭脖等小包装食品,还可包装整鸡鸭、火锅底料、虾滑等大包装产品以及大包花生米、大包瓜子、大包泡椒凤爪等需要平铺包装的食品。全自动给袋机,可包装蜜饯糕点、瓜子花生、坚果炒类、膨化类,咸鸭蛋、食材汤料包、火锅底料、虾滑、液体汤汁、膏体(不抽真空)等食品。定制化包装解决方案,提升品牌形象与市场辨识度。漳州袋泡茶包装机设备
包装机的自动控制系统介绍全自动给袋式抽真空包装机配备了先进的自动控制系统,采用PLC控制技术,能够实现对整机的精细控制。这一控制系统有效地保证了包装过程的稳定性和可靠性,使得设备在高速运转时依然能够保持精细的包装效果。人机界面操作和整机监控功能全自动给袋式抽真空包装机上,设备配备了直观易操作的人机界面,操作人员可以通过触摸屏轻松实现设备的监控和操作,而且整机的监控功能也十分完善。通过人机界面,操作人员可以清楚地了解设备的运行状态,实时监控各项数据,从而保证了生产过程的高效运转和高质量包装的实现。在运行过程中,如果出现空袋或未上袋等异常情况,PLC控制系统能够迅速判断并输出异常信号,及时通知操作人员进行处理,避免浪费物料和包装袋。这种智能化的异常处理能力,大幅提高了包装效率,降低了生产成本。节约物料和包装袋的重要性日益凸显,环保理念的普及促使企业更加注重资源的合理利用。全自动给袋式抽真空包装机的推出,不仅提高了包装效率和质量,还减少了物料和包装袋的浪费,助力企业实现可持续发展。浙江袋装机生产厂家模块化设计,易于升级与扩展,适应未来需求。
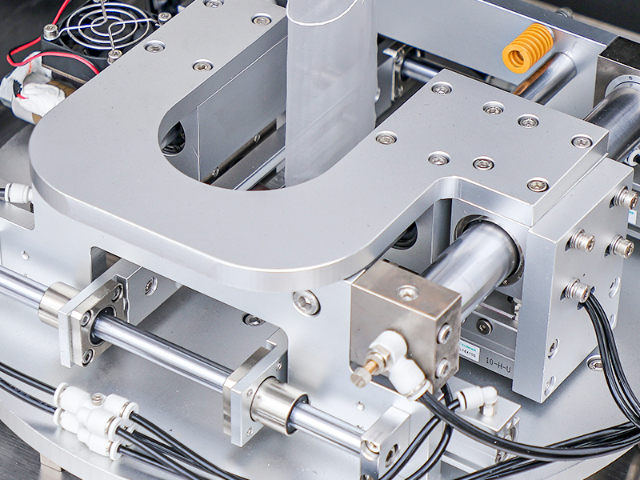
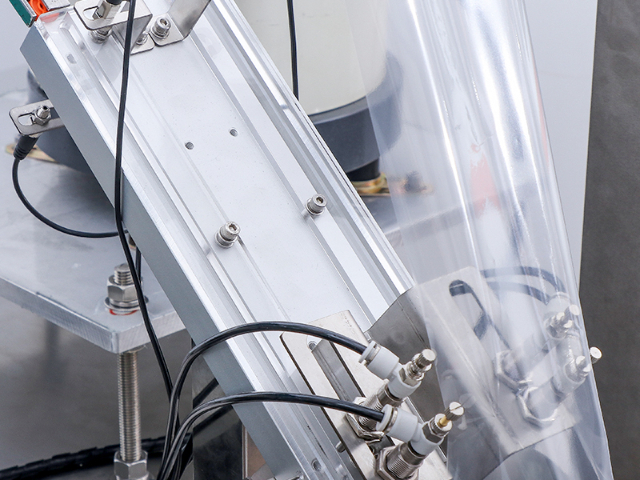
全自动给袋式抽真空包装机是一种智能化包装设备,通过机械手自动取袋、撑开和上料,实现了全自动化包装。该设备配备了先进的PLC控制系统和人机界面操作,能够对整机进行精确监控和操作。这一全自动化技术的引入,使得包装过程更加高效、准确,并且适用于多种不同的物料包装需求。该全自动给袋式抽真空包装机采用了机械手自动取袋、自动撑开和上料的先进功能。机械手灵活高效,可以根据包装需求自动取袋,撑开包装袋,并且自动进行上料操作。这一功能的引入,使得包装过程不再需要人工干预,很大提高了包装效率,同时也确保了包装过程的卫生和安全。
拥有先进的技术和持续的研发能力是厂家获得竞争优势的关键。这包括智能化、自动化、模块化设计等技术发展方向。全球竞争力强的厂家通常是那些能够不断推出创新产品、满足市场需求并提高生产效率的企业。产品质量与可靠性高质量的产品是赢得客户信任和忠诚度的基石。机器的精确度、稳定性和耐用性是衡量其质量的重要指标。厂家需要通过严格的质量控制流程确保每一台出厂的设备都能达到高标准的质量要求。此外,良好的售后服务体系也是必不可少的,它能够及时解决客户在使用过程中遇到的问题,增强客户满意度。成本控制与价格竞争力成本控制能力直接影响到产品的定价策略和利润空间。高效的生产流程、合理的供应链管理和原材料采购策略可以帮助厂家降低成本。在全球范围内,具有成本优势的厂家更能提供有竞争力的价格,吸引更多价格敏感的客户群体。高质量不锈钢机身,耐腐蚀,坚固耐用,保障机器寿命。

双秤颗粒称量包装机采用高精度电子秤进行称量,可实现对物料重量的精确检测和控制,确保了包装过程中的准确充填。同时,该设备采用全不锈钢结构设计,具有优异的耐腐蚀性和清洁性,能够在潮湿、腐蚀性环境下保持稳定的工作状态,很大延长了设备的使用寿命并降低了维护成本。这些设备特点的应用为双秤颗粒称量包装机的性能稳定性和持久性提供了坚实的基础,使其成为工业用途中不可或缺的重要设备。双秤颗粒称量包装机的充填包装流程涵盖了人工套袋和光电感应下料两个关键环节。在充填包装过程中,通过人工套袋操作可以确保包装袋的牢固性和美观性,充分满足了产品外观的要求。同时,光电感应下料技术的应用实现了对物料下料过程的自动化控制,保证了下料的准确性和稳定性,提高了包装的效率和一致性。这种高效的充填包装流程为物料包装的环节提供了可靠的保障,确保产品的质量和生产效率。选择纳智杰,享受高质量包装带来的市场竞争力。河南酱体包装机
采用食品级不锈钢,安全卫生,符合行业标准。漳州袋泡茶包装机设备
在食品行业中,果酱作为一种常见的调味品,其包装质量直接关系到产品的市场竞争力。果酱包装机作为提升果酱包装品质的重要工具,在食品包装领域发挥着越来越重要的作用。果酱包装机如何提升食品包装的竞争力。纳智杰包装果酱包装机可以包装常见的各种果酱,如草莓酱、苹果酱、蜜桃酱、蓝莓酱、杏仁酱、蜜桃酱、橙子酱、杨梅酱、乌梅酱等,应用广,并且在一定规格范围内,同一台果酱包装机就能实现规格变换,如袋子尺寸变换、包装克重变换,可通过触控显示屏调整,或更换配件来实现,可谓是一机多用。漳州袋泡茶包装机设备