商机详情 -
自动化仓储哪个牌子好
数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。在金旺智能的智能工厂解决方案中,数字孪生技术被应用于模拟生产线的运行。通过采集设备传感器的数据,在虚拟空间中构建生产线的实时镜像,工程师可以在虚拟环境中测试工艺参数的调整、设备布局的优化等方案。某悬浮剂生产线的案例显示,借助数字孪生的预演,提前发现并解决了6处潜在的设计缺陷,工艺调试时间缩短了40%,产能提升了25%。此外,虚拟调试有效减少了实际生产中的试错成本,为企业节省了200余万元的投资。RGV有轨小车是沿着轨道运行,可实现物料快速搬运与准确定位的自动化运输装备。自动化仓储哪个牌子好
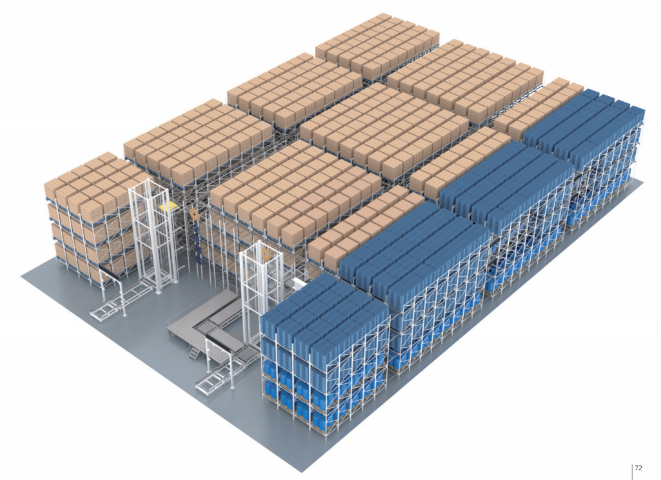
仓库入库无人搬运系统是在仓库入库环节,自动完成货物搬运入库操作的无人系统。在上海泰禾的仓储中心,该系统通过RGV小车与输送线联动,当货物到达入库口时,扫码识别后由RGV小车按WMS指令运至指定货位,入库效率达200托盘/小时。系统具备自动充电功能,当电量低于20%时,RGV自动返回充电站,充电30分钟可续航4小时,确保24小时连续作业。该系统使入库环节人力需求从10人减至2人,入库数据实时同步至管理系统,库存准确率达99.99%,且因无人搬运减少了人为错误,货物入库效率与安全性有效提升。自动化仓储哪个牌子好输送自动化是利用设备和程序让货物输送实现自动、连续且稳定运行的方式。

废液收集罐是一种专门用于收集废液的罐体设备。在农药生产过程中,废液收集罐犹如“环保卫士”,负责分类收集清洗设备、过滤等环节产生的废液,其容积高达100立方米,足以存储3天的废液量。某工厂的实际案例表明,废液收集罐配备了pH值在线监测系统,一旦废液pH值出现异常,系统会自动报警,及时提醒处理;罐内还设有搅拌装置,有效防止废液沉淀。此外,废液收集罐与污水处理系统实现联动,确保废液达到排放标准后再行排放。此举不仅使工厂的废液处理成本降低了20%,还成功避免了废液泄漏对环境的污染,真正践行了“绿色生产、环保先行”的理念。
江苏金旺智能科技2005年成立,聚焦农化制剂智能工厂,以创新驱动发展。经过18年的发展,企业已成为集研发、设计、制造、服务于一体的国家高新技术企业,拥有数千名员工与现代化生产基地,业务覆盖全国及全球多个国家。在发展过程中,金旺智能始终坚持创新驱动,不断提升技术水平和产品质量。企业注重人才培养和团队建设,打造了一支高素质、专业化的员工队伍。同时,积极拓展国内外市场,与众多客户建立了长期稳定的合作关系。如今,金旺智能已成为农化智能装备领域的头部企业,在行业中发挥着重要的推动作用,为推动农化产业的智能化发展做出了积极贡献。存储自动化是运用智能手段对货物存储进行自动管理、分配空间的仓储模式。

包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。C - 专业安装有效把控安装效果、工期与成本,呈现专业安装服务。自动化仓储哪个牌子好
数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。自动化仓储哪个牌子好
RGV有轨小车是一种沿轨道运行的自动化运输装备,能够实现物料的快速搬运和准确定位。在智能仓储场景中,RGV小车的运行速度可达1.5m/s,定位精度为±5mm,能够在20秒内完成50米距离的物料搬运,其效率是人工叉车的4倍。小车配备了激光防撞系统,遇障碍物时可在0.5秒内紧急制动,确保运行安全;同时,支持多车调度,通过WCS系统智能分配任务。某仓库的应用案例显示,RGV有轨小车使物料周转效率提升了55%,仓储人力成本降低了60%,并且由于定位准确,货物装卸过程中无碰撞损耗,物料完好率达到了100%。自动化仓储哪个牌子好