商机详情 -
自动化农药灌装机大概多少钱
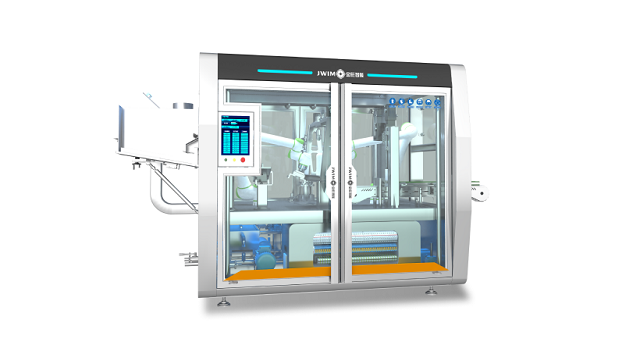
专为可湿性粉剂设计的无尘化密闭生产系统, 工艺包含氮气置换(纯度≥99.999%)、气流粉碎(耐驰Zeta PLS高压气流粉碎机,D97=3-8μm)、三维混合(Turbula T2F混合均匀度CV≤3%)三大环节。系统通过CFD模拟优化气流场分布,配备双级罗茨风机供氮(流量50-200m³/h),维持腔体氧含量<3ppm。在线激光粒度分析仪(BT-9300ST)实现实时粒度监控,配备自动补氮装置确保工艺稳定性。整线配备布袋除尘+湿式电除尘组合系统(除尘效率>99.8%),粉尘回收率>98%。支持间歇/连续两种生产模式切换,年产能 3万吨,符合《GBZ 2.1-2019》职业卫生标准。GXG - 3 - 1K智能化跟随灌旋一体机是具备智能化跟随功能的灌旋一体设备。自动化农药灌装机大概多少钱
集粉碎、混合、造粒、烘干、冷却、筛分六大功能于一体,采用桨叶式干燥机(热效率≥85%)与振动流化床(振幅可调0-15mm)组合工艺。系统配置微量添加剂自动计量装置(精度0.01%),确保养分均衡度≥98%。整线采用模块化设计,换型时间<30分钟,兼容1-5mm多种粒径需求。配备脉冲除尘器(过滤精度0.3μm)、金属探测仪(Fe≤Φ0.7mm),确保产品洁净度。年产能3万吨,支持颗粒状、粉状等多种形态生产,满足冲施肥、叶面肥等细分市场需求。常州5L农药灌装机20-100ml瓶装高速智能包装是集成理瓶、灌旋、贴标功能的液体高速自动化瓶装设备。
1-5Kg袋装高速智能生产线是能高速、智能生产1-5Kg袋装产品的生产线。整线运行速度如高速公路般高效——生产5Kg袋装面粉时,每分钟可完成40袋,比传统生产线快。它的自动套袋装置像戴手套般将袋子准确套在出料口,称重系统采用动态补偿技术,即使在高速运行中,5Kg袋装的重量误差也能控制在±10g;热封装置配备温度自适应系统,根据环境温度自动调整热封温度,夏季热封180℃,冬季热封200℃,确保无论季节如何变化,封口强度始终保持在35N以上,运输过程中不会出现破袋现象。
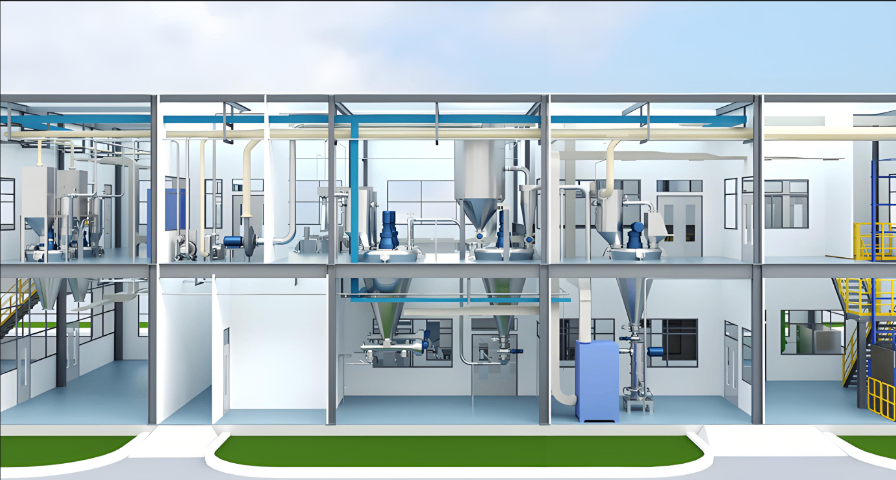
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。GXH-24C-10H称重式灌旋一体机是集称重与灌旋功能于一体的设备。

2-200g卷膜袋装生产线是专为2-200g卷膜袋装产品设计的生产设备。从卷膜上料到成品输出,整条生产线如链条般紧密衔接:放卷装置如同展开的卷轴,恒张力控制确保卷膜始终平整;成型器准确地将卷膜折成U型,仿佛折叠纸张般精细;切刀机构则如铡刀般利落切断。在调味料生产中,该生产线能够包装2g的盐包和150g的胡椒粉袋。通过更换计量螺杆规格,15分钟即可完成不同克重的切换,且包装速度会随克重自动调整——2g小袋每分钟可达200袋,150g大袋每分钟可达80袋。无论克重大小,封口处的热合强度均保持在20N以上。江苏金旺智能科技有限公司设有固体加工车间,专注农化制剂智能工厂服务 。自动化农药灌装机大概多少钱
金旺智能作为农化制剂服务商,2005 - 2023年销售业绩呈持续增长的成长态势 。自动化农药灌装机大概多少钱
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。自动化农药灌装机大概多少钱