商机详情 -
浙江密集库
数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。在金旺智能的智能工厂解决方案中,数字孪生技术被应用于模拟生产线的运行。通过采集设备传感器的数据,在虚拟空间中构建生产线的实时镜像,工程师可以在虚拟环境中测试工艺参数的调整、设备布局的优化等方案。某悬浮剂生产线的案例显示,借助数字孪生的预演,提前发现并解决了6处潜在的设计缺陷,工艺调试时间缩短了40%,产能提升了25%。此外,虚拟调试有效减少了实际生产中的试错成本,为企业节省了200余万元的投资。任务中心是集中分配、监控和调度各项工作任务,提高执行效率的管理平台。浙江密集库

上海生农是一家专注于农药研发与生产的专业企业,致力于通过高级药剂促进农业增产和绿色发展。金旺智能为其打造的悬浮剂智能生产项目,集成了无尘投料、纳米研磨等先进技术,将原药颗粒精细研磨至3μm以下,悬浮率高达98%。这使得药液在喷洒时能够均匀覆盖农作物表面,农药使用效率明显提升25%。此外,生产线配备了智能运维系统,借助传感器实时监控设备状态,故障预警准确率达到90%,设备综合效率(OEE)提升28%。依托该项目,上海生农年产量达5000吨上乘悬浮剂,产品远销海外多个国家,为全球农业的绿色发展提供了坚实保障。食品密集库推荐厂家与智能办公互联互通,打通业务流程数据,促进部门协作,提升办公决策科学性。
江苏金旺智能科技2005年成立,聚焦农化制剂智能工厂,以创新驱动发展。经过18年的发展,企业已成为集研发、设计、制造、服务于一体的国家高新技术企业,拥有数千名员工与现代化生产基地,业务覆盖全国及全球多个国家。在发展过程中,金旺智能始终坚持创新驱动,不断提升技术水平和产品质量。企业注重人才培养和团队建设,打造了一支高素质、专业化的员工队伍。同时,积极拓展国内外市场,与众多客户建立了长期稳定的合作关系。如今,金旺智能已成为农化智能装备领域的头部企业,在行业中发挥着重要的推动作用,为推动农化产业的智能化发展做出了积极贡献。
RGV有轨小车是一种沿轨道运行的自动化运输装备,能够实现物料的快速搬运和准确定位。在智能仓储场景中,RGV小车的运行速度可达1.5m/s,定位精度为±5mm,能够在20秒内完成50米距离的物料搬运,其效率是人工叉车的4倍。小车配备了激光防撞系统,遇障碍物时可在0.5秒内紧急制动,确保运行安全;同时,支持多车调度,通过WCS系统智能分配任务,有效避免路径矛盾。某仓库的应用案例显示,RGV有轨小车使物料周转效率提升了55%,仓储人力成本降低了60%,并且由于定位准确,货物装卸过程中无碰撞损耗,物料完好率达到了100%。双链输送机是依靠两条链条传动,能稳定输送散料、块状物料等的连续输送机械。

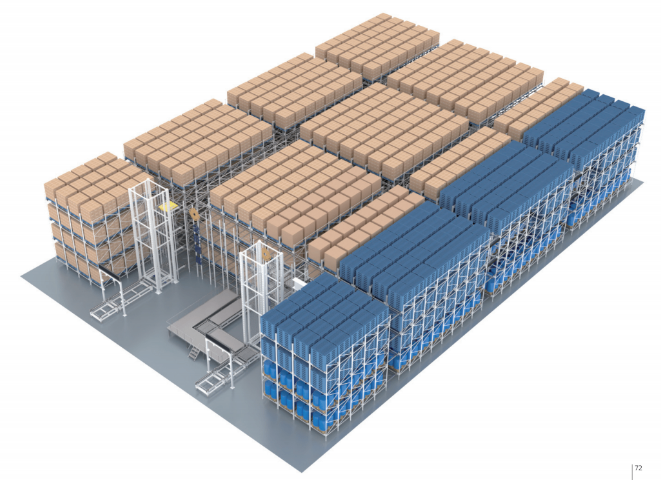
四向车密集库是一种由四向车进行货物搬运存储的密集仓库。四向车就像“仓储变形金刚”,可以在横向、纵向轨道上自由行驶,灵活调整货位,空间利用率达到85%,比传统货架高出了35%。在液体肥料仓储的应用中,四向车能够根据肥料的腐蚀性自动分配耐腐蚀货架,行驶速度达到2.5米/秒,每小时可以完成60次出入库作业。密集库的消防系统与四向车联动,当检测到火情时,四向车会自动将货物转移至安全区域,响应时间小于10秒,比传统仓储的人工疏散快了100倍,确保了仓储的安全性。金旺智能以 “向百亿金旺、百年金旺进发” 为战略规划,锚定未来目标奋进 。无锡食品密集库
智能密集库是实现智能存储且空间密集利用的仓库。浙江密集库
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。浙江密集库