商机详情 -
江苏饮料仓储客服电话
原料库是存放原料的仓库。在安徽华星除草剂项目中,原料库采用智能仓储管理系统,通过条码识别原料批次,自动分配货位,实现“先进先出”管理,原料库存准确率达99.9%。仓库配备温湿度控制系统,将温度保持在15-25℃,湿度≤60%,防止除草剂原药受潮分解;同时设置防爆区,对易燃易爆原料进行特殊存储,防爆等级达Ex d IIB T4,确保存储安全。某时段数据显示,智能原料库使原料周转效率提升40%,库存积压成本降低35%,且通过自动预警系统,提前7天提醒原料补货,避免因缺料导致的生产中断。企业使命是助天下农化剂企业实现生产智能化、轻松多创利。江苏饮料仓储客服电话

总控-WCS/WMS系统是负责仓库设备控制与管理的关键系统。该系统犹如仓库的“中心司令部”,其中WCS负责调度堆垛机、输送线等设备,WMS则管理货物库存、订单等信息,两者实时联动,使得订单处理速度较传统模式提升5倍。在某仓库应用案例中,总控系统在接到订单后,只需10秒即可完成货位查询和设备调度,30秒内即可开始拣货,而传统模式则需耗时10分钟以上。此外,该系统还能优化作业路径,使堆垛机的行走距离减少30%,能耗降低20%,并确保库存数据实时同步,实现账实一致率高达100%。江苏饮料仓储客服电话包材库是存放包装材料的仓库。

浙江永农作为农药领域的前沿企业,集研发、生产、销售于一体,致力于以高效农药产品守护农业生产。金旺智能为其量身打造的智能工厂,涵盖了悬浮剂、乳油等多条先进生产线。其中,悬浮剂生产线采用了砂磨研磨与智能温控技术,使得原药颗粒均匀度提升了30%,药效稳定性明显增强;乳油生产线则配备了负压投料与精确配比系统,原料利用率高达98%,溶剂挥发量减少了70%。该智能工厂投产后,浙江永农的农药产能提升了50%。产品经过田间试验验证,平均防治效果比同类产品高出18%,有效助力企业在国内外市场的占有率持续攀升。
包装车间码垛后端线边仓无人搬运系统是用于包装车间码垛后端线边仓,实现货物无人搬运的系统。在安徽科立华的农药生产线中,该系统由AGV小车与智能调度系统组成,AGV小车载重量1吨,运行速度1.2m/s,可自动往返于码垛机与线边仓之间。系统根据码垛进度实时调度AGV,当满垛完成时,AGV自动将货物运至线边仓指定货位,无需人工干预。该系统使码垛后端搬运效率提升70%,人力成本降低80%,且因搬运路径优化,货物碰撞损耗率从2%降至0.2%,同时线边仓库存准确率达100%,为后续仓储管理奠定了良好基础。包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。
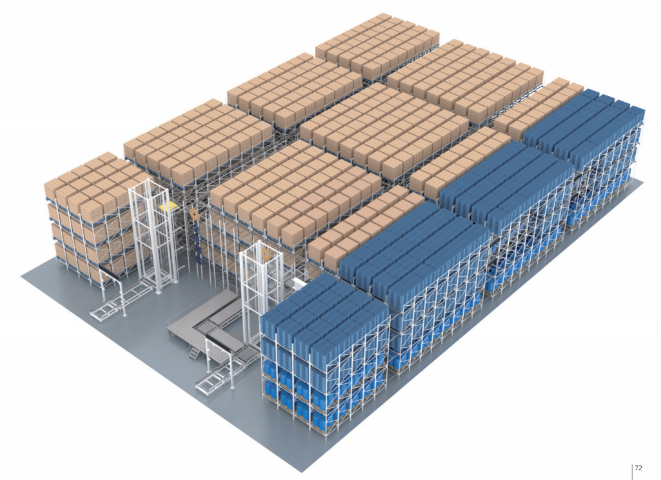
智能仓储模块是运用先进技术实现货物智能存储、管理与调配的高效仓储系统。在金旺智能的农药项目中,该模块集成堆垛机、输送线、WMS系统,实现从入库、存储到出库的全流程自动化。入库时,扫码识别货物信息并自动分配货位,入库效率达300件/小时;存储环节通过温湿度控制,将环境参数维持在农药储存条件(温度18-25℃,湿度≤60%);出库时根据订单优先级智能调度,拣货准确率达99.99%。某季度数据显示,智能仓储模块使库存周转率提升60%,仓储空间利用率提高4倍,且因全流程数字化管理,货物追溯效率提升70%。金旺智能聚焦农化智能工厂,以理念、准则驱动,销售业绩呈TOP增长 。江苏饮料仓储客服电话
砂磨机是借助研磨介质对物料进行研磨、分散,细化物料颗粒的加工设备。江苏饮料仓储客服电话
成品罐是用于储存生产完毕的成品物料,保障其质量稳定的储存容器。在液体农药生产中,成品罐像“质量守护者”,采用不锈钢316L材质,内壁镜面抛光Ra≤0.4μm,防止物料挂壁和污染,容积达50m³,可存储20吨药液。某工厂案例显示,成品罐配备搅拌装置和温控系统,搅拌转速20rpm,使药液保持均匀,温度控制在20±5℃,避免药液因温度波动变质;罐内设有液位计和质量流量计,可准确计量成品量,且成品罐与灌装线联动,按订单需求定量输出药液,确保灌装的药液质量一致,出厂合格率达100%。江苏饮料仓储客服电话