商机详情 -
常州农药密集库要多少钱
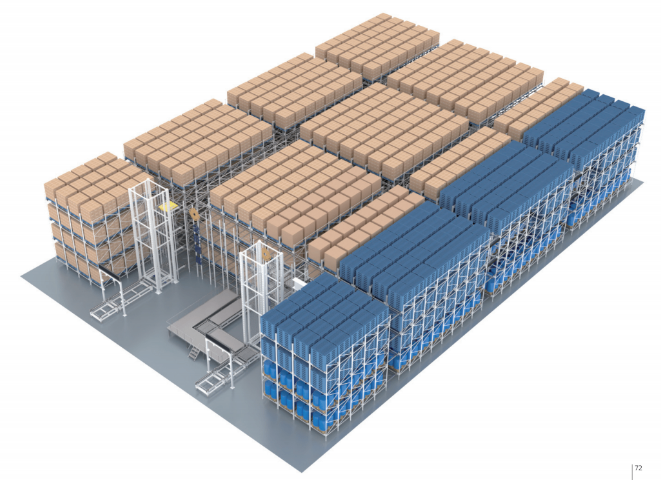
金旺智能的智能仓储展厅,采用了先进的立体架构设计,总体展示了农化制剂智能工厂在仓储方面的强大实力。在这个展厅内,参观者可以亲眼目睹立体仓库和智能分拣系统的运作流程。其中,堆垛机以惊人的120米每分钟的速度,在高达24米的货架间高效穿梭,配合多层穿梭车与分拣机器人,实现了每小时高达500单的出库效率。此外,通过WMS系统的生动演示,参观者可以直观地了解到库存管理和订单调度的全数字化流程,清晰地看到智能仓储如何提升空间利用率和物流效率。金旺智能的智能仓储展厅为农化企业仓储智能化升级提供了完美的解决方案。负压接料斗是利用负压原理进行接料的斗状装置。常州农药密集库要多少钱

浙江禾本液体车间项目是聚焦液体产品生产,配备专业设备打造高效生产线的化工建设项目。金旺智能为该项目提供了液体智能生产线解决方案,包含负压投料、在线搅拌、称重式灌装等技术,其中负压投料避免了溶剂挥发,车间有害气体浓度降低70%;在线搅拌使液体均匀度达99.8%;称重式灌装精度达±1ml。生产线采用全密闭设计,防止物料污染,且与智能仓储对接,实现了从生产到仓储的全流程自动化。该项目使浙江禾本液体产品产能提升50%,达1.5万吨/年,生产效率提升60%,同时产品质量稳定性显著提高,客户投诉率下降80%,成为液体药剂智能化生产的典范。常州农药密集库要多少钱浙江禾本液体车间项目是聚焦液体产品生产,配备专业设备打造高效生产线的化工建设项目。

金旺智能以“向百亿金旺、百年金旺进发”为战略规划,锚定未来目标奋进。企业将通过技术创新、市场拓展与资本运作三轮驱动,力争在未来10年内实现年销售额突破百亿元,同时通过持续的技术积累与品牌建设,打造百年企业。为实现这一目标,企业已布局数字孪生、工业互联网等前沿领域,建立了国际级研发中心,培养了一支专业的技术与管理团队。这些举措为战略目标的实现提供了有力支撑,让金旺智能在未来的发展中更具竞争力,朝着成为百年企业的宏伟目标稳步前进。
企业使命是助天下农化剂企业实现生产智能化、轻松多创利。金旺智能通过提供从工艺设计、设备制造到运维服务的全链条解决方案,已帮助众多农化企业提升了生产效率与经济效益。例如,为某企业设计的智能生产线,使产能提升了50%,人力成本下降了40%,年新增利润超千万元,这一明显的成效让客户看到了智能化的巨大潜力。未来,企业将继续以客户需求为导向,深化智能技术应用,助力更多农化企业实现智能化转型。在降低生产难度的同时,为企业创造更多的利润空间,让农化企业在激烈的市场竞争中更具优势,实现可持续发展。公司职能中心展现营销、技术、生产、服务中心,为农化制剂智能工厂全案服务商 。
分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。在南通江山的农药仓储中心,分拣自动化系统由高速分拣机、视觉识别设备组成,可根据订单信息自动分拣不同品种、规格的农药产品。系统识别速度达10件/秒,分拣效率3000件/小时,准确率99.98%,远超人工分拣的效率与精度。分拣机按配送区域设置分拣口,如将华东、华北、华南地区的订单分别分拣至不同出口,便于后续物流配送。该系统使订单处理时间从24小时缩短至4小时,分拣成本下降60%,有效提升了企业的物流响应能力。RGV有轨小车是沿着轨道运行,可实现物料快速搬运与准确定位的自动化运输装备。常州农药密集库要多少钱
配置中心是对系统参数、规则等进行统一设置和维护,确保系统正常运行的管理模块。常州农药密集库要多少钱
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。常州农药密集库要多少钱