商机详情 -
常州医药密集库
包材库是存放包装材料的仓库。在浙江禾本固体车间项目中,包材库采用立体货架结合穿梭车的存储模式,空间利用率达80%,可存储200种以上包材,包括纸箱、瓶子、标签等。仓库管理系统与生产计划联动,根据订单自动计算包材需求量,提前24小时将包材配送至生产线,配送准确率达100%;同时设置包材质检区,对每批入库包材进行尺寸、强度等检测,如纸箱抗压强度测试≥5000N,确保包材质量合格。该包材库使包材库存周转天数从45天缩短至22天,资金占用减少50%,且因包材质量问题导致的生产停线次数降为0。数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。常州医药密集库

江苏金旺智能科技2005年成立,聚焦农化制剂智能工厂,以创新驱动发展。经过18年的发展,企业已成为集研发、设计、制造、服务于一体的国家高新技术企业,拥有数千名员工与现代化生产基地,业务覆盖全国及全球多个国家。在发展过程中,金旺智能始终坚持创新驱动,不断提升技术水平和产品质量。企业注重人才培养和团队建设,打造了一支高素质、专业化的员工队伍。同时,积极拓展国内外市场,与众多客户建立了长期稳定的合作关系。如今,金旺智能已成为农化智能装备领域的头部企业,在行业中发挥着重要的推动作用,为推动农化产业的智能化发展做出了积极贡献。常州医药密集库配料釜是用于物料配料的釜体。
输送自动化是利用设备和程序让货物输送实现自动、连续且稳定运行的方式。在浙江永农的农药生产线中,输送自动化系统采用模块化设计,包含辊筒输送、链板输送、螺旋输送等多种形式,可根据物料特性选择合适的输送方式。例如,颗粒剂采用链板输送,避免粉尘泄漏;液体药剂采用封闭式管道输送,确保无挥发。系统通过PLC集中控制,各段输送速度自动匹配,如灌装区输送速度与灌装效率同步调整,确保输送流畅。该系统使生产线上物料输送效率提升50%,输送故障停机时间减少80%,为生产线的连续稳定运行提供了保障。
双链输送机是一种依靠两条链条传动的连续输送机械,能够稳定地输送散料、块状物料等。在农药颗粒剂生产过程中,该设备采用超负荷碳钢链条,其破断拉力不低于50kN,能够输送每袋50kg的颗粒剂。输送倾角极限可达15°,输送量高达10吨/小时。此外,输送机配备了张紧装置,能够自动调节链条的松紧度,有效避免打滑现象。同时,还设有防跑偏装置,确保物料沿中心线准确输送,跑偏量控制在5mm以内。某生产车间的数据显示,双链输送机连续运行10000小时无故障,其输送效率比传统皮带输送机高出30%。金旺智能合作客户超3000家,作为农化制剂智能工厂服务商,携手客户共发展 。

授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。在金旺智能的企业管理系统中,授权中心采用角色导向访问控制,根据岗位设置不同权限,如生产人员只可查看生产数据,财务人员可访问成本数据,权限划分精细度达功能按钮级别。系统实时记录权限操作日志,如某账号何时访问了何数据,便于追溯审计;同时支持动态授权,如临时授权外包人员访问特定设备数据,授权有效期精确到小时,到期自动收回。该授权中心使企业数据访问安全性提升100%,未发生过数据泄露事件,符合ISO27001信息安全标准。企业使命是助天下农化剂企业实现生产智能化、轻松多创利。常州医药密集库
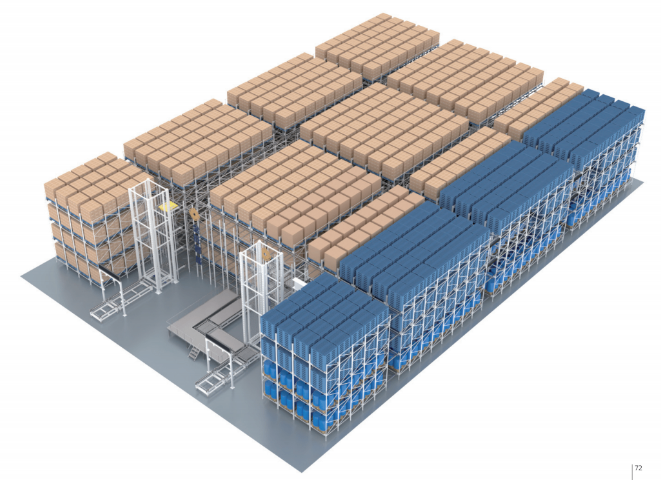
智能密集库是实现智能存储且空间密集利用的仓库。常州医药密集库
浙江永农作为农药领域的前沿企业,集研发、生产、销售于一体,致力于以高效农药产品守护农业生产。金旺智能为其量身打造的智能工厂,涵盖了悬浮剂、乳油等多条先进生产线。其中,悬浮剂生产线采用了砂磨研磨与智能温控技术,使得原药颗粒均匀度提升了30%,药效稳定性明显增强;乳油生产线则配备了负压投料与精确配比系统,原料利用率高达98%,溶剂挥发量减少了70%。该智能工厂投产后,浙江永农的农药产能提升了50%。产品经过田间试验验证,平均防治效果比同类产品高出18%,有效助力企业在国内外市场的占有率持续攀升。常州医药密集库