商机详情 -
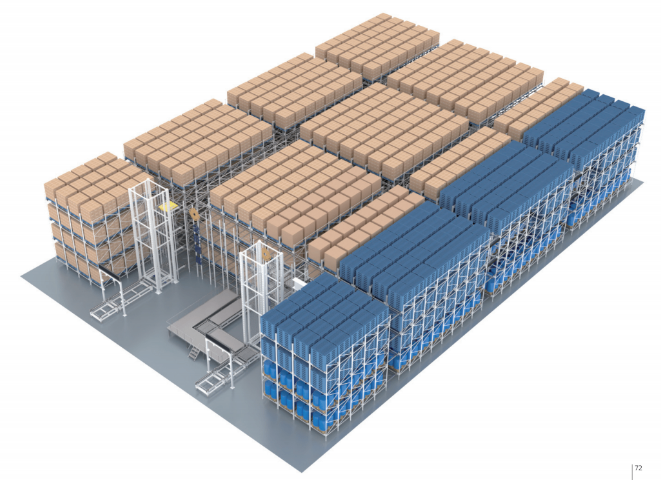
南京汽车零件密集库
分拣自动化是依靠系统和设备自动识别、分类货物的高效分拣方式。在南通江山的农药仓储中心,分拣自动化系统由高速分拣机、视觉识别设备组成,可根据订单信息自动分拣不同品种、规格的农药产品。系统识别速度达10件/秒,分拣效率3000件/小时,准确率99.98%,远超人工分拣的效率与精度。分拣机按配送区域设置分拣口,如将华东、华北、华南地区的订单分别分拣至不同出口,便于后续物流配送。该系统使订单处理时间从24小时缩短至4小时,分拣成本下降60%,有效提升了企业的物流响应能力。设备效率及档案数据化管理是将设备效率指标与档案信息数字化,为设备全生命周期管理提供依据。南京汽车零件密集库
金旺智能的智能加工展厅,充分展现农化制剂智能工厂的雄厚实力,有力支撑全案服务。展厅内精心陈列砂磨机、配料剪切釜等关键设备,直观呈现原药颗粒从毫米级精细研磨至纳米级的精湛过程,其中砂磨机可将原药颗粒细化至2-5μm,悬浮率高达98%以上。借助先进的动态模拟系统,参观者能够清晰掌握智能加工的全流程,从原料投料、混合到研磨的全程自动化操作,深刻感受着科技为农化生产带来的效率与品质双重提升。该展厅已经成为企业技术实力展示的重要窗口。南京汽车零件密集库存储自动化是运用智能手段对货物存储进行自动管理、分配空间的仓储模式。

配料釜是用于物料配料的釜体。在固体水溶肥生产中,配料釜像“智能厨房”,通过称重系统和PLC控制,准确计量多种原料,1000kg配料的计量误差控制在±0.5kg,比人工配料准确20倍。某配方案例显示,配料釜可同时计量尿素、磷酸二氢钾、微量元素等8种原料,按配方比例依次投入,搅拌均匀后再排出,配料时间从传统的1小时缩短至15分钟;配料釜还配备除尘系统,配料时产生的粉尘被及时收集,车间粉尘浓度从30mg/m³降至1mg/m³以下,改善了工人作业环境,且配料精度的提升使水溶肥的养分含量更稳定,农户使用效果更一致。
任务中心是集中分配、监控和调度各项工作任务,提高执行效率的管理平台。在金旺智能的设备运维系统中,任务中心根据设备状态自动生成维护任务,如灌装机运行满500小时时,自动推送更换滤芯的任务至维修人员APP,任务完成率达100%。同时监控任务进度,对超时未完成的任务自动预警,确保运维工作及时落实。某工厂引入任务中心后,设备维护计划完成率从70%提升至100%,设备故障停机时间减少80%,运维效率显著提高,同时通过任务数据分析,优化了维护策略,关键设备的使用寿命延长2倍。广西田园是农业科技企业,集研产销于一体,用绿色农药及方案为农业可持续发展助力。

原料库是存放原料的仓库。在安徽华星除草剂项目中,原料库采用智能仓储管理系统,通过条码识别原料批次,自动分配货位,实现“先进先出”管理,原料库存准确率达99.9%。仓库配备温湿度控制系统,将温度保持在15-25℃,湿度≤60%,防止除草剂原药受潮分解;同时设置防爆区,对易燃易爆原料进行特殊存储,防爆等级达Ex d IIB T4,确保存储安全。某时段数据显示,智能原料库使原料周转效率提升40%,库存积压成本降低35%,且通过自动预警系统,提前7天提醒原料补货,避免因缺料导致的生产中断。E - 专业设计是以清晰设计效果、合理配置设备系统,实现高性价比专业设计方案。南京汽车零件密集库
辊筒输送机是利用辊筒转动输送物料,适用于各类箱、包等件货的高效输送设备。南京汽车零件密集库
金旺智能的智能仓储展厅,采用了先进的立体架构设计,总体展示了农化制剂智能工厂在仓储方面的强大实力。在这个展厅内,参观者可以亲眼目睹立体仓库和智能分拣系统的运作流程。其中,堆垛机以惊人的120米每分钟的速度,在高达24米的货架间高效穿梭,配合多层穿梭车与分拣机器人,实现了每小时高达500单的出库效率。此外,通过WMS系统的生动演示,参观者可以直观地了解到库存管理和订单调度的全数字化流程,清晰地看到智能仓储如何提升空间利用率和物流效率。金旺智能的智能仓储展厅为农化企业仓储智能化升级提供了完美的解决方案。南京汽车零件密集库