商机详情 -
苏州石墨数控系统调试
数控系统的定义与基本原理:数控系统是数字控制系统的简称,英文为NumericalControlSystem。它是根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置的计算机系统。其基本原理是利用数字、文字和符号组成的数字指令来实现对一台或多台机械设备动作的控制,所控制的通常是位置、角度、速度等机械量和开关量。通过将零件的加工要求,如形状、尺寸等信息转换成数值数据指令信号,传送到电子控制装置,进而控制机床刀具的运动,实现零件的加工。数控石墨钻孔机系统开发。苏州石墨数控系统调试
数控系统在刀具制造磨床的应用刀具性能直接影响机械加工效率与质量,数控系统在刀具制造磨床中扮演着中心角色。磨削硬质合金刀具时,数控系统精确调控砂轮修整与磨削参数,刃口锋利度高且一致性好,刀具耐用度提升30%。加工复杂成型刀具,多轴联动数控磨床可精细复刻刀具轮廓,满足不同加工需求。此外,数控系统能依据刀具材质、加工工艺自动优化磨削流程,减少废品率。配合自动化上下料装置,实现刀具规模化、高效生产,为机械加工行业提供质量刀具保障。扬州钻床数控系统调试免编程数控系统的应用开发。

数控系统助力玻璃机械零件磨床加工玻璃机械零件精度影响玻璃加工质量,数控系统为玻璃机械零件磨床加工赋能。在玻璃磨边机砂轮轴磨削中,数控系统确保轴的回转精度,玻璃磨边效果均匀、光滑。加工玻璃切割刀具等零件时,保证刀具精度与耐磨性,提高玻璃加工效率。而且,数控系统可快速切换不同玻璃机械零件加工工艺,适应玻璃行业多品种、小批量生产需求,提升企业生产灵活性与竞争力。后续,数控系统将针对玻璃的新型加工工艺,实现相关零件的精细加工。
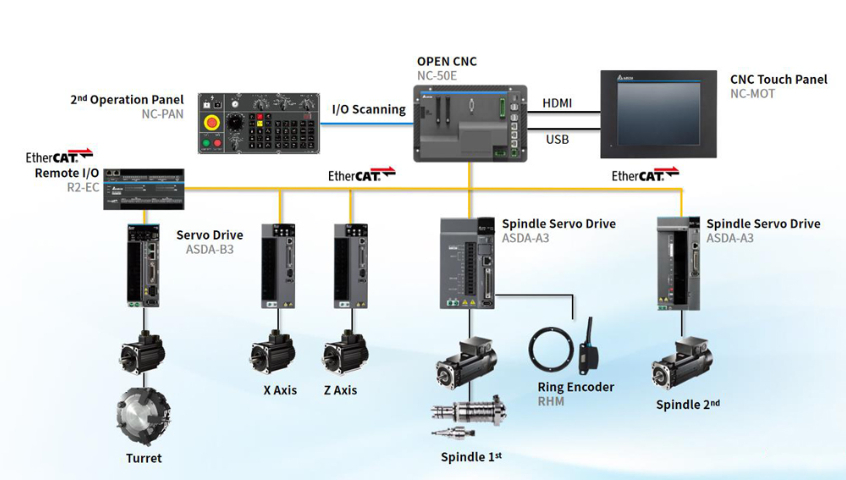
台达NC5数控系统在精密制造领域表现优越,拥有诸多特点。其运算性能大幅提升,采用新一代高运算力CPU与IEEE64位元浮点数,较前代性能提升7-8倍,能快速精细处理复杂加工数据,满足超精加工需求。具备细腻路径解析与预读设计,优化加工轨迹与速度规划,在支持ISO标准G码基础上,结合高次曲线分析拟合,实现精细路径优化,提高整体加工速度。同时,内置背隙、摩擦力等补偿能力,修正机构微缺点,保障加工精度。多通道控制功能强大,可同时控制较多4通道、32伺服轴与8主轴,单一通道支持16轴伺服驱动器,实现多程序同时加工、多工位工艺,一台控制器就能完成机械加工与机械手臂上下料,节省设备、人力与时间成本。在五轴加工方面,搭载RTCP刀尖动态补偿技术,保持刀具比较好切削状态,避免干涉,一次装夹完成五面加工,提升加工品质与效率。系统还内置先进CAD/CAM软件,集成建模、设计与加工功能,可创建复杂模型并自动生成刀具路径,提高生产效率与产品质量。此外,支持设备联网,通过VNC与FTP协议,可用移动装置远程操控或传输档案,还提供API函数库,便于对接智能产线平台。海绵切割机CAM和控制器。

数控系统的发展历程:数控系统的发展源远流长。1952年,美国麻省理工学院与帕森斯公司合作发明了世界上首台三坐标数控铣床,标志着数控时代的开端。初期的数控装置采用电子管元件,体积庞大且价格昂贵。随后,晶体管元件和印刷电路板的出现使数控装置进入第二代,体积缩小,成本降低。1965年,集成电路数控装置问世,进一步提高了可靠性和经济性。1970年,由小型机组成的CNC数控系统展出,1974年,以微处理器为主的CNC诞生,数控系统逐渐走向成熟。20世纪80年代,open结构的CNC系统出现,21世纪以来,随着人工智能等技术发展,智能化数控技术萌芽,数控系统不断朝着更高性能迈进。南通义齿数控系统维修。扬州铣床数控系统开发
数控系统和CAM在应刷机的应用。苏州石墨数控系统调试
数控系统为磨床加工注入了精细与高效的动力,明显提升了磨削工艺的质量与稳定性。在精度控制上,数控系统可实时调节砂轮的进给量与转速,将加工误差控制在微米级。例如,对轴承滚子的外圆磨削,能通过程序设定确保圆柱度误差不超过0.002mm,远超传统手动操作的精度水平。自动化方面,数控磨床能实现从工件上料、定位到磨削完成的全流程自动运行。搭配工件识别系统,可自动调用对应加工程序,无需人工频繁调整,大幅减少了辅助时间,单班产能可提升30%以上。针对复杂曲面工件,如模具型腔的磨削,数控系统通过多轴联动控制,使砂轮沿预设轨迹精细运动,完美复刻曲面轮廓。同时,系统内置的误差补偿功能,能实时修正因温度变化、砂轮磨损带来的偏差,保证批量加工的一致性。此外,数控系统的人机交互界面便于操作人员设置参数、监控加工状态,还可存储海量加工程序,满足多品种、小批量的生产需求,推动磨床加工向智能化转型。苏州石墨数控系统调试