商机详情 -
绍兴电脑线束组装机报价
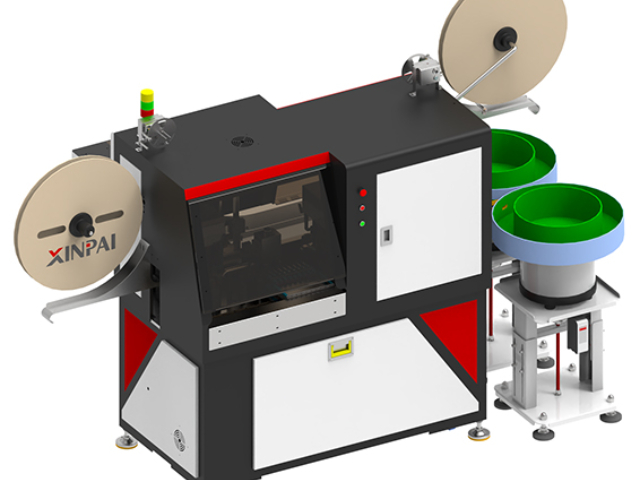
屏蔽线束:需确保屏蔽层与端子可靠连接,且不与芯线短路。多芯线束:压接后各芯线应均匀分布,无堆叠或外露。五、综合判定流程首件必检:换模具后首件需通过目视、拉力及截面分析2。过程抽检:每2小时抽检一次,结合AI压力管理系统筛查波形异常3。终检:100%通电测试,确保每根线束信号正常12。通过多维度检测可有效避免压接不良导致的电气故障一、机械性能检测标准压接质量验证压接高度需控制在±0.002英寸公差内,导体压接区应呈六边形闭合结构,无金属断裂或线芯损伤1。绝缘压接区需完整包裹绝缘层(至少180度),且无刺穿或过度压缩现象1。裁切与剥线精度导线长度误差需≤±0.5mm,绝缘层剥皮后厚度减少<20%,且无烧焦或熔融痕迹线束组装机与工业机器人协同作业,成为现代线束工厂的标配方案。绍兴电脑线束组装机报价
售后服务与升级需承诺24小时内故障响应,并提供备件库存支持4。软件系统应支持远程升级,适配未来工艺变更(如新增线材规格)3。四、成本效益分析全自动生产线投入约50万-300万元,需预留20%调试资金;基础流水线工作台(1600-2375元)适合中小规模但人工成本较高4。通过六步检测流程(长度测量→拉力测试→成品检测)验证设备综合良品率,目标值≥98%一、加工精度**指标验证尺寸精度裁线精度需达±0.1mm,剥皮长度误差≤0.05mm,压接拉力需符合行业标准(如汽车线束≥50N)1。**机台应集成CCD视觉检测,自动识别压接同心度与端子变形,不良品剔除率需≥99.9%1。形状与位置精度通过截面分析仪检测压接剖面,评估导体包铜塑性、芯线偏移等参数,确保形状误差小于孔径公差的1/21。使用标准测试板验证X/Y轴定位精度(±25μm以内)及Z轴高度误差(±10μm)绍兴电气线束组装机避免将杂物放置在线束组装机的工作台面,防止影响设备运行和加工精度。
线束组装机台的校准步骤需结合设备类型和精度要求,以下是通用流程及关键要点:1. 校准前准备环境检查:确保机台处于稳定环境(温度20±5℃、湿度≤60%),避免振动或电磁干扰1。工具准备:准备标准件(如校准线束、量规)、激光干涉仪(高精度场景)或拉力测试仪(焊接质量验证)23。01:07原厂翻盖倒车影像安装全流程,完美校准让画面更清晰小渔妹笑江湖Aigtek分享:线束测试仪新能源汽车高压线束检测方案西安安泰电子2. 机械部件校准定位板对齐:参照图纸调整定位板与机台基准面平行度,误差需≤0.1mm4。运动轴校准:使用激光干涉仪检测X/Y/Z轴线性精度,通过***补偿文件修正偏差
短路与断路短路常因绝缘层破损或金属碎屑残留,导致设备过载保护触发;断路则多由导线内部断裂引起2。排查方法:使用场强仪定位短路点,导通测试仪检测断路位置3。信号传输异常插接件接触不良(如端子氧化或退位)会导致信号中断,需清洁端子或更换插件34。三、工艺类故障热缩缺陷套管热缩不完整或漏包,因隧道烤炉温度不稳定或传感器失效1。需校准温度曲线并检查红外传感器灵敏度。装配错位导线分支与连接器插孔错位,可能因工装板定位偏移或视觉系统误差1。需重新校准CCD视觉定位系统,并验证工装板基准点。相比人工组装,线束组装机不仅效率翻倍,还能节约人力成本投入。
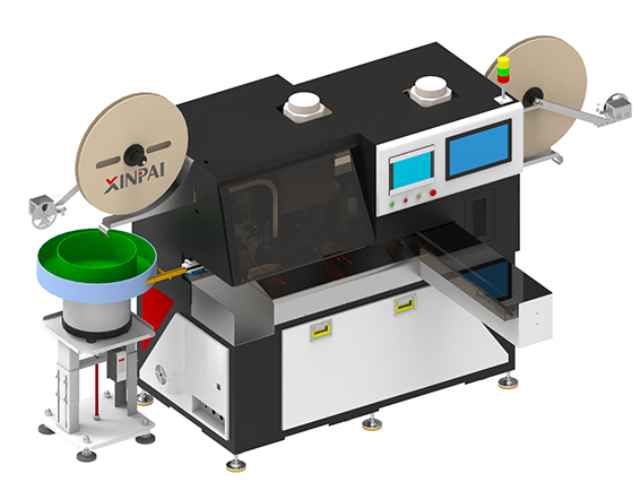
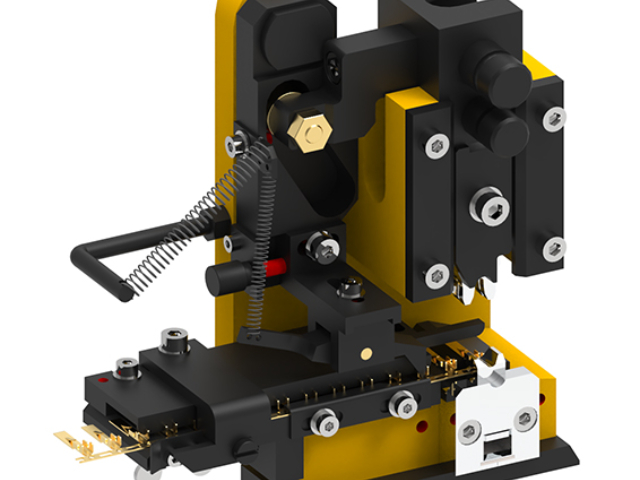
线束组装机的工作原理主要基于自动化机械传动与精密控制技术,其**流程可分为以下几个关键环节:一、基础加工模块裁切与剥线通过直线电机驱动送线系统,配合激光切割或刀片裁切机构,实现导线长度精度达±0.5mm的裁切,同时完成剥皮作业12。00:00直角端子的双端入塑壳交叉装配00:03原材料介绍00:06放线架送线00:11自动裁切剥皮00:15双端压接插塑壳00:20端子外观检测00:24成品展示00:26压力监控00:31日常生产界面操作端子压接采用超声波或气动压接技术,将端子与导线通过机械压力实现冷焊连接。压接过程中需监控压力值(如公差不超过0.03mm)以确保导电性和机械强度23。线束组装机的电气系统需定期检查,避免线路老化引发设备故障。珠海汽车线束组装机供应商
关注线束组装机的售后服务,售后能及时解决设备使用中的各类问题。绍兴电脑线束组装机报价
外观完整性检查端子与导线结合处需无可见缝隙(铜丝与端子间隙小于0.1mm),绝缘层无破损或过度挤压变形。端子表面应无裂纹、镀层脱落或锈蚀,镀层厚度需均匀(3-8μm)1。压接形态验证压接区需呈规则几何形状(如六边形),无扭曲或不对称,尺寸误差控制在±0.1mm内。导体伸出长度需均匀(0.8-1.2mm),过长易短路,过短则接触不良。00:10 端子压接检查00:28 装配过程监控00:47 通电测试00:59 关键节点总结二、机械性能测试拉力测试每批次抽检5根线束,拉力需达到工艺规定值(如汽车线束通常要求≥50N),测试时夹头不得夹住线芯包筒部位2。多线合压时需分别测试各线拉力,避**线失效绍兴电脑线束组装机报价
温州信牌自动化科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在浙江省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**温州信牌自动化科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!