商机详情 -
四川压力探测器工厂直销
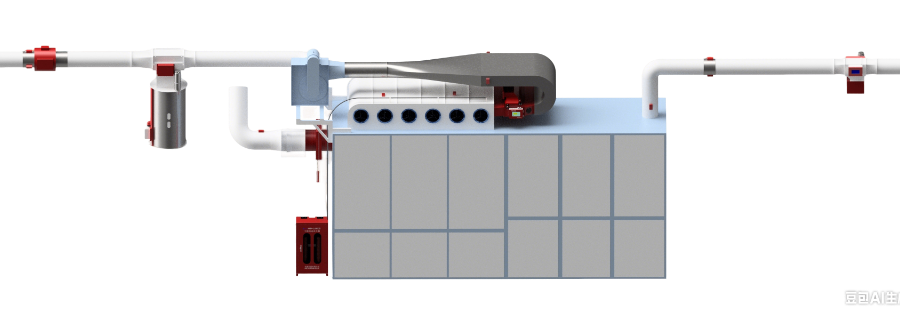
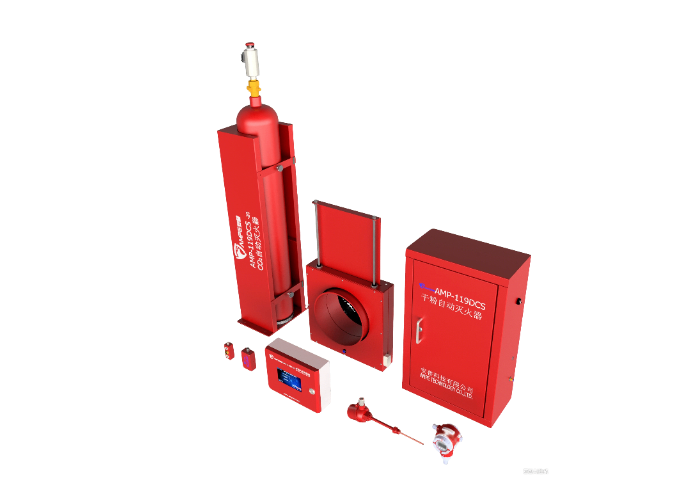
纺织滤尘系统是车间安全重点部位,管道内部棉尘、化纤粉尘堆积,一旦出现火花极易引发燃烧甚至蔓延。 安普火花探测器采用适合粉尘环境使用的监测结构,响应速度快,能够在火花形成初期捕捉信号并发出指令。 设备与管道灭火装置、除尘风机实现联动,监测到异常时可快速启动喷淋或切断气流,阻止火情沿管道扩散。 外壳采用防静电与防尘处理,可在高粉尘、高湿度环境下持续工作,减少外界因素对监测效果的影响。 系统运行数据可实时上传,便于企业进行安全追溯与台账管理,满足纺织行业粉尘防爆相关要求,为滤尘系统安全运行提供支撑。二合一设备带低功耗芯片,省电长期运行成本更低,详情联系李经理。四川压力探测器工厂直销

鹰眼设备的AI关联模型持续迭代升级,基于5000+纺织行业实测案例(涵盖棉、麻、丝、化纤等原料)优化算法,新增“异常火花识别”功能——可区分金属摩擦火花(持续时间10-50ms,光谱峰值1.2μm)与静电火花(持续时间<5ms,光谱峰值1.5μm),避免静电干扰导致的误报,在广东某化纤厂的应用中,误报率从每月0.5次降至0.1次。模型还支持“用户自定义样本库”,客户可将生产中遇到的特殊金属杂质(如铝制拉链碎屑、合金针头等)录入系统,通过100次以上采样训练模型,某山东废纺企业通过该功能,成功实现对直径2mm铝颗粒的精确识别,解决了废纺再生过程中的金属污染问题。 湖北EE01探测器什么价格三合一系统带数据存储,历史记录可查,溯源更方便,详情联系李经理。
对于拥有多条生产线、多管道并行的大型纺织企业(如年产5万吨以上的集团),多路设备的多通道协同能力可大幅提升管理效率。某山东纺织集团有8条生产线、24条输棉管道,传统方案需24台单通道探测器,配备4名巡检员(每人负责6条管道),每天巡检耗时4小时;采用1台多路主控制器+12台从单元(覆盖24条管道),需1名巡检员通过主控制器触摸屏查看所有通道状态,每天耗时1小时,年节省人力成本28.8万元(按人均年薪9.6万元计算)。设备的“集中联动”功能避免跨通道火情扩散,某浙江化纤厂曾发生3号管道火花,传统设备关闭3号管道,火情蔓延至相邻4号管道;多路设备触发跨通道联动,同时关闭3-5号管道并启动总灭火,避免损失扩大,单次减少损失50万元。
废旧纺织品回收原料复杂,拉链、纽扣、金属丝等杂质较多,人工分拣漏检率高、效率低。安普传送带式金属探测器针对废纺工况调整信号强度,可识别多种形态金属杂质,原料匀速通过时自动触发剔除动作,杂质分离效果稳定。设备可直接接入分拣生产线,无需大量人工干预,提升整体处理效率。山东某废纺加工企业使用后,梳理机针布损坏率下降,设备投入数量逐步增加,原料利用率提高,单位生产成本降低。设备维护简单,易损件更换方便,适合废纺行业连续化生产需求。二合一设备带可视化界面,操作直观,不用学太久,详情联系李经理。
食品加工行业对生产安全与产品质量要求严苛,原料中混入的金属异物会危害消费者健康,同时车间内的烘干、油炸等工序易产生火花,引发安全风险。常州金探安普科技有限公司的金属探测器与火花探测器,为食品企业提供合规可靠的解决方案。金属探测器采用高灵敏度检测技术,可识别食品原料中的铁、不锈钢等金属异物,在配料、成型、包装等环节完成筛选,避免异物流入成品,符合食品生产安全标准。火花探测器则实时监测油炸、烘烤等高温工位,及时捕捉火花信号并发出提示,防止火情发生,保障车间人员与设备安全。产品外壳采用食品级不锈钢材质,防水防潮易清洁,适配食品车间的卫生要求。公司针对不同食品品类(如烘焙、休闲食品、肉制品等)提供定制化设备参数设置,确保检测效果与生产效率兼顾,助力企业通过合规审核,提升品牌公信力。金属探测器带防水防尘设计,潮湿粉尘环境也稳定,详情联系李经理。湖南鹰眼探测器
金火探设备带耐高温组件,高温车间持续运行,不卡顿不掉线,详情联系李经理。四川压力探测器工厂直销
化工粉体生产过程中,粉体物料易燃易爆,研磨、混合等工序易产生静电火花,同时原料中可能混入金属杂质,会引发设备磨损甚至安全事故。常州金探安普科技有限公司的探测设备,为化工粉体企业提供专业的安全检测方案。火花探测器实时监测研磨、输送等关键工位,快速捕捉静电火花与高温热点信号,及时发出提示,配合惰性气体保护等措施,阻断火情蔓延。金属探测器则在原料上料、粉体包装环节完成检测,分离金属异物,避免杂质进入反应工序,防止设备磨损,符合化工行业安全规范。产品采用防爆设计,适配化工车间的易燃易爆环境,外壳耐腐蚀、抗静电,长期稳定运行。公司针对不同粉体特性(如粒径、湿度、导电性)提供定制化检测方案,确保设备在复杂工况下保持稳定性能,助力企业安全生产,提升运营效率。四川压力探测器工厂直销